




Titanium anodes are one of the key components in many electrochemical wastewater treatment systems and sodium hypochlorite generators. A suitable anode can help improve oxidation efficiency, reduce energy consumption, extend equipment service life, and make the whole treatment process more stable. However, choosing a titanium anode is not only about plate size, thickness, or price. The most important question is: what is the water treatment purpose, and what kind of electrochemical reaction does the system need?
For wastewater treatment, different targets may require different anode coatings. Heavy metal removal, ammonia nitrogen degradation, COD reduction, disinfection, sodium hypochlorite generation, and calcium-magnesium ion control all have different requirements. Current density, flow rate, wastewater composition, scaling tendency, and maintenance conditions can also affect anode lifetime.
This article explains how titanium anodes are used in wastewater treatment, what role they play in sodium hypochlorite generators, and how buyers can select a more suitable coated titanium anode for different applications.

1. What Does a Titanium Anode Do in Wastewater Treatment?
In electrochemical wastewater treatment, electrodes are placed inside a reactor or electrolytic cell. When direct current passes through the system, oxidation and reduction reactions occur on the electrode surfaces.
The titanium anode is the positive electrode. Its main function is to support oxidation reactions. Depending on the wastewater composition and the coating type, the anode may directly oxidize pollutants on its surface, or indirectly generate active oxidizing substances in the water.
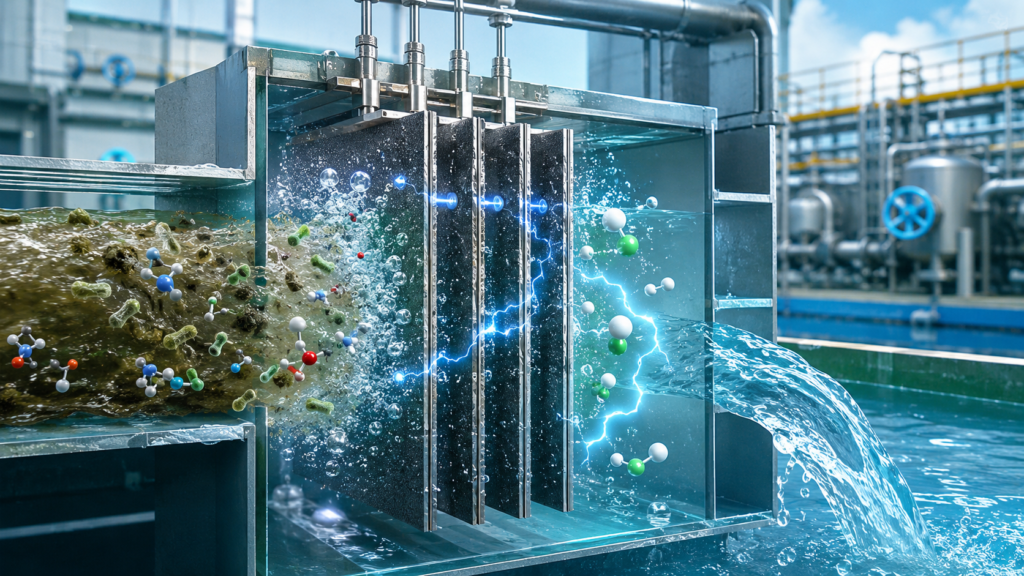
For example, in chloride-containing wastewater, the anode may help generate active chlorine species, which can participate in disinfection, ammonia nitrogen removal, and organic pollutant oxidation. In other systems, the anode may mainly support oxygen evolution or strong electrochemical oxidation.
The titanium substrate itself provides mechanical strength, conductivity, and corrosion resistance. But the real working surface is the precious metal oxide coating. The coating determines the anode’s catalytic activity, voltage level, service life, and suitable application range.
That is why two titanium anodes may look almost the same in shape, but perform very differently in actual wastewater treatment. The difference usually comes from the coating formula, coating loading, surface pretreatment, and production process.

2. Titanium Anodes in Sodium Hypochlorite Generators
A sodium hypochlorite generator produces sodium hypochlorite solution by electrolyzing saltwater or brine. It is commonly used for disinfection in water treatment, wastewater treatment, swimming pools, aquaculture, food processing, industrial sterilization, and other fields.
Inside a sodium hypochlorite generator, the titanium anode plate is usually installed as the positive electrode in the electrolytic cell. The cathode is installed as the negative electrode. When current passes through the saltwater, electrochemical reactions occur. The anode supports chlorine evolution and active chlorine generation, while the cathode supports reduction reactions and may produce hydrogen.
In simple terms, the titanium anode plate is the key reaction component that helps the generator produce disinfecting substances. If the anode coating is not suitable, the system may show high voltage, low chlorine generation efficiency, fast coating consumption, unstable output, or short service life.
For sodium hypochlorite generation, ruthenium-iridium coated titanium anodes are widely used because Ru-Ir coatings generally show good catalytic activity in chloride-containing electrolytes. They can support efficient chlorine evolution and help the equipment maintain stable operation.
In this type of equipment, the anode must withstand saltwater, current load, repeated operation, gas release, possible scaling, and cleaning cycles. Therefore, the anode should not be selected only by size. The coating must match the working current, salt concentration, electrode structure, and expected service life.
3. Start with the Treatment Purpose
When choosing titanium anodes for wastewater treatment, the first question should not be “What is the cheapest anode plate?” but “What problem does the system need to solve?”
Different treatment purposes require different coating choices.
3.1 Heavy Metal Removal: Ir-Ta Coated Titanium Anodes

For wastewater treatment systems mainly used for heavy metal removal, iridium-tantalum coated titanium anodes are often a suitable choice.
Heavy metal wastewater may contain copper, nickel, chromium, zinc, lead, cadmium, or other metal ions. The treatment process may involve oxidation, precipitation, electrochemical conversion, or combined treatment methods. In such environments, the anode needs good stability and corrosion resistance.
Ir-Ta coated titanium anodes are commonly selected for harsher oxidation environments and oxygen evolution conditions. Compared with ordinary chlorine-evolution coatings, Ir-Ta coatings usually have better stability in many demanding electrochemical systems.
Based on practical engineering experience, when Ir-Ta coated titanium anodes are used for heavy metal wastewater treatment, the service life is often around 1 year to 18 months. The actual lifetime depends on current density, wastewater composition, pH, temperature, operating time, and whether the system is properly maintained.
This does not mean every heavy metal wastewater project will have the same lifetime. If the water contains aggressive ions, high acidity, high temperature, or abrasive solids, the lifetime may be shorter. If the working conditions are moderate and the equipment is well maintained, the anode can work more stably.
For this application, the key point is that the anode should be designed for stability, not only for low initial cost.
3.2 Ammonia Nitrogen and COD Reduction: Ru-Ir Coated Titanium Anodes
For wastewater treatment systems used to reduce ammonia nitrogen and COD, ruthenium-iridium coated titanium anodes are commonly selected, especially when the wastewater contains chloride ions or when active chlorine-assisted oxidation is part of the process.
Ammonia nitrogen and COD are common indicators in wastewater treatment. COD reflects the amount of oxidizable substances in water. Ammonia nitrogen is often difficult to remove completely by a single treatment method, especially in some industrial wastewater systems. Electrochemical oxidation can help improve degradation efficiency and reduce the load on other treatment processes.
Ru-Ir coated titanium anodes have good catalytic activity in chloride-containing systems. They can support the generation of active chlorine species, which may participate in ammonia nitrogen conversion and organic pollutant oxidation. For this reason, Ru-Ir coated anodes are widely used in electrochemical oxidation, disinfection, ammonia nitrogen treatment, COD reduction, and sodium hypochlorite generation.
Based on practical application experience, Ru-Ir coated titanium anodes used for ammonia nitrogen degradation and COD reduction may reach a service life of about 2 to 3 years under suitable working conditions.
However, this lifetime is closely related to system design. Excessive current density, severe scaling, poor water flow, unstable water quality, or long-term operation beyond design limits can shorten the coating life. A well-designed reactor with reasonable current density and good flow distribution will usually allow the anode to perform more reliably.
For this type of project, the most important selection logic is simple: if the treatment relies on active chlorine or chloride-assisted oxidation, Ru-Ir coating is usually a practical and cost-effective choice.
3.3 Calcium and Magnesium Ion Control: Ru-Ir Coated Titanium Anodes with Regular Descaling
In some water treatment systems, titanium anodes are used in processes related to calcium and magnesium ion control. Calcium and magnesium ions are closely related to water hardness and scaling. When hard water passes through an electrochemical system, scale may form on the electrode surface, especially near the cathode area.
For this application, Ru-Ir coated titanium anodes can be used, but the key issue is maintenance. The coating itself may still be active, but if the electrode surface is covered by scale, the system resistance increases, the voltage rises, and the reaction efficiency decreases.
In severe cases, scale may block the electrode gap and cause local overheating or unstable current distribution. This can accelerate coating consumption and reduce the service life of the electrode assembly.
Based on practical experience, if regular descaling is carried out, Ru-Ir coated titanium anodes used for calcium and magnesium ion control may reach a service life of around 1.5 years. If descaling is not carried out regularly, the service life may be reduced to around 3 months in severe scaling conditions.
This is a very important point for buyers. Sometimes an anode does not fail because the coating quality is poor. It fails because the working surface is covered by scale for a long time. For hard-water systems, the cleaning method and cleaning frequency are part of the anode selection logic.
If the system is designed for hard water, the electrode structure should also be easy to remove, clean, and reinstall. A slightly more convenient structure may save a lot of maintenance cost later.
4. Current Density: A Key Factor That Affects Anode Life
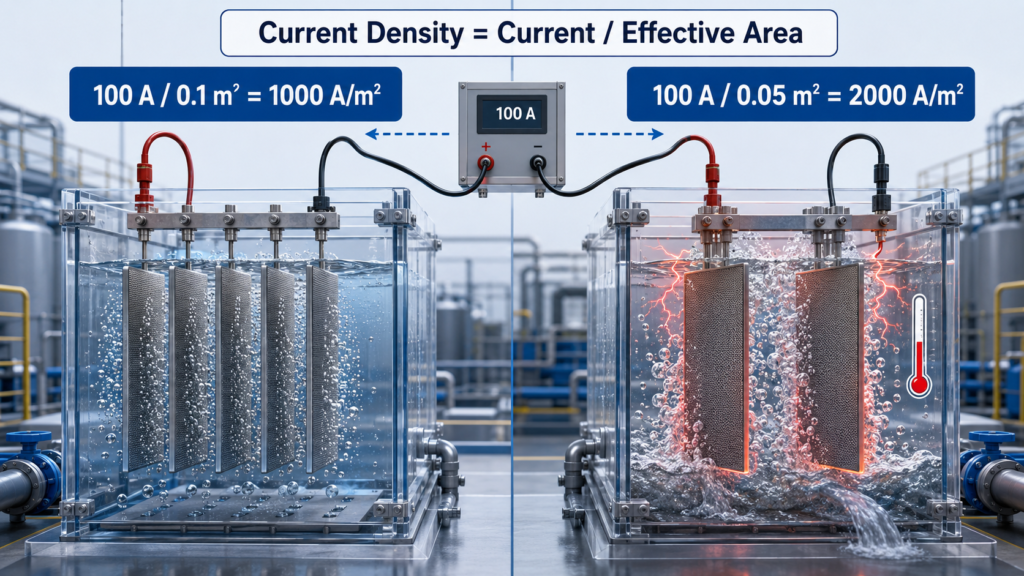
Current density is one of the most important parameters in titanium anode selection. It refers to the current applied per unit effective anode area. It is usually expressed as A/m², A/dm², or mA/cm².
In simple terms, current density tells us how much electrical load the coating must bear.
If the current density is too low, the treatment efficiency may be insufficient. If the current density is too high, the reaction becomes too intense, the coating is consumed faster, voltage may rise, and the anode life may become shorter.
The basic calculation is:
Current density = Total current / Effective anode working area
For example, if a system uses 100 A current and the effective anode working area is 0.1 m², the current density is 1000 A/m².
If the same 100 A current is applied to only 0.05 m² working area, the current density becomes 2000 A/m².
This means that a smaller anode is not always cheaper in real operation. It may reduce the initial purchase cost, but it increases the load on the coating and may shorten the replacement cycle.
For wastewater treatment systems, current density should be considered together with coating type, coating loading, wastewater composition, treatment target, and expected service life.
A professional anode supplier will not only ask for the plate size. They will also care about whether the working area is enough for the current. If the current density is too high, the supplier may suggest increasing the anode area, adding more plates, or using a higher coating loading.
This is not to make the product more expensive. It is to avoid premature failure and unstable operation.

5. Flow Rate: How Much Wastewater Passes Through the System
Flow rate means how much wastewater is treated in a certain period of time. It may be expressed as L/h, m³/h, or m³/day.
In electrochemical wastewater treatment, flow rate affects contact time, reaction efficiency, heat removal, gas discharge, and pollutant removal performance.
If the wastewater flows too quickly through the reactor, the contact time may be too short. The pollutants may not have enough time to react. In this case, simply increasing the current may only increase energy consumption without achieving the desired treatment effect.
If the flow is too slow, the treatment may be more complete, but the equipment capacity may not meet production demand. Very low flow may also cause gas accumulation, uneven concentration, or local heating.
For sodium hypochlorite generators, flow rate also affects available chlorine concentration, temperature rise, gas release, and scaling tendency. A stable flow helps the electrolytic cell work more consistently.
The relationship between flow rate and anode selection is practical. Higher treatment capacity usually requires a larger electrode working area, more electrode plates, or a more efficient reactor structure. Small systems may use compact plate electrodes, while larger systems often need modular electrode groups.
Good flow distribution is also important. If water only passes through part of the electrode surface, that part may become overloaded while the rest of the anode is not fully used. This can lead to uneven coating consumption and unstable performance.
Therefore, when designing or selecting titanium anodes, flow rate should be considered together with current density and reactor structure.
6. Lead Dioxide Anodes vs. Ru-Ir Coated Titanium Anodes
Lead dioxide anodes have been used in some electrochemical oxidation systems because they can provide strong oxidation ability. However, in many wastewater treatment and sodium hypochlorite-related applications, Ru-Ir coated titanium anodes offer several practical advantages.
6.1 Energy Consumption
Energy consumption is closely related to voltage and current.
Power = Voltage × Current
Under the same current, a higher voltage means higher power consumption.
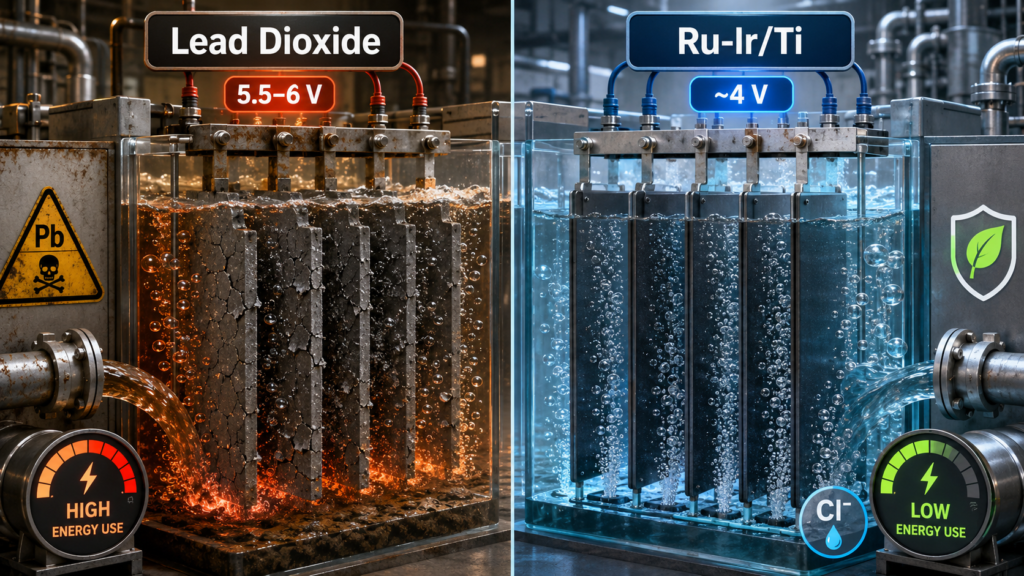
Based on practical engineering comparison, lead dioxide anodes may reach failure or unacceptable operating conditions when the voltage rises to around 5.5–6 V. Ru-Ir coated titanium anodes may reach failure criteria around 4 V under similar operating logic.
This indicates that lead dioxide anodes may operate at a higher voltage level and consume more electricity under the same current.
For example, if a system operates at 100 A:
At 6 V, the power consumption is 600 W.
At 4 V, the power consumption is 400 W.
The difference is 200 W.
For continuous industrial operation, this difference becomes significant over time. The initial electrode price is only one part of the cost. Electricity cost, replacement cost, downtime, and maintenance cost should also be considered.
6.2 Environmental Considerations
Lead dioxide contains lead. In wastewater treatment projects, environmental safety and material compliance are important. If the anode is damaged or used under unsuitable conditions, there may be concerns about lead contamination, disposal, and environmental management.
Ru-Ir coated titanium anodes use titanium as the substrate and precious metal oxide as the working coating. Under suitable working conditions, they are dimensionally stable anodes and do not dissolve like sacrificial materials.
For many wastewater treatment systems, coated titanium anodes are easier to manage from the perspective of environmental safety and long-term equipment operation.
6.3 Mechanical Stability
Lead dioxide coatings are relatively brittle. Under impact, vibration, uneven current distribution, or thermal stress, coating cracking or peeling may become a concern.
Ru-Ir coated titanium anodes have better mechanical support because the titanium substrate is strong and lightweight. When the titanium surface is properly pretreated and the coating is correctly produced, the anode can provide stable performance in plate, mesh, tubular, or customized forms.
6.4 Suitability for Chloride-Containing Systems
Many wastewater treatment systems and sodium hypochlorite generators contain chloride ions. Ru-Ir coated titanium anodes are widely used in chlorine evolution and active chlorine generation. This makes them very suitable for sodium hypochlorite generation, disinfection, ammonia nitrogen treatment, and chloride-assisted oxidation processes.
Lead dioxide anodes may still have value in some strong oxidation applications, but they are not always the best choice when energy efficiency, environmental safety, and chlorine evolution performance are considered together.
7. Why Coating Type Is More Important Than Appearance
From the outside, many titanium anodes look similar. They may all be titanium plates or titanium mesh. But their performance can be completely different.
The key difference is the coating.
A high-quality coating must have good adhesion, uniform distribution, suitable precious metal loading, and stable catalytic activity. If the coating loading is too low, the anode may work at the beginning but fail quickly. If the coating formula is not suitable for the wastewater, the service life may be much shorter than expected.
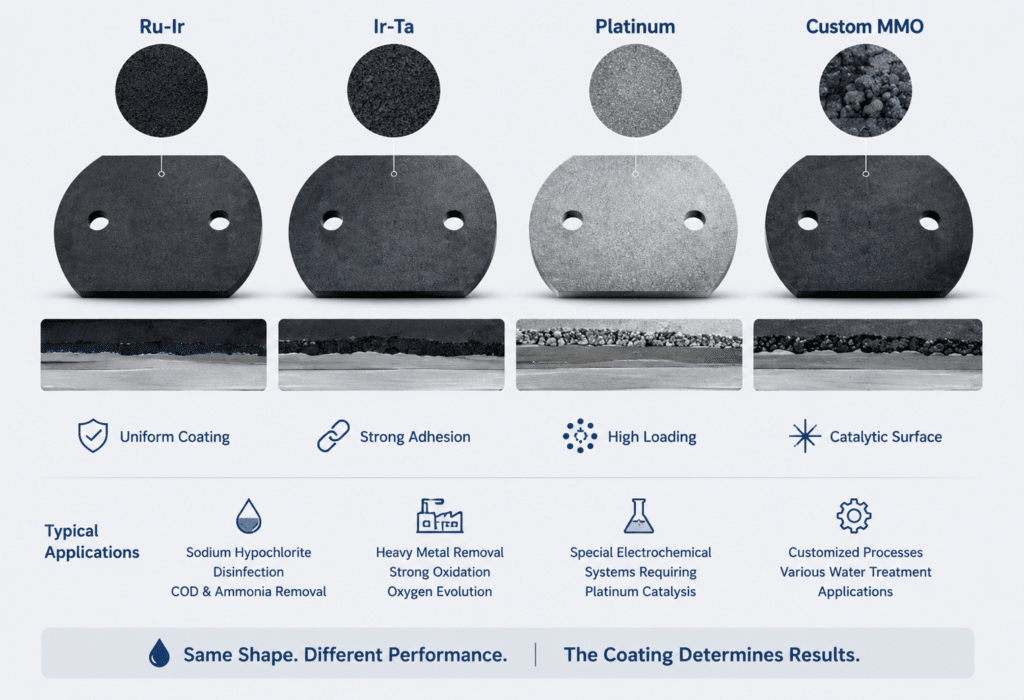
For wastewater treatment, common coating choices include:
♦Ru-Ir coating.
♦Ir-Ta coating.
♦Platinum coating.
♦Customized mixed metal oxide coating.
Ru-Ir coating is often used in chloride-containing systems, sodium hypochlorite generation, disinfection, ammonia nitrogen treatment, and COD reduction.
Ir-Ta coating is often used in harsher oxidation environments, oxygen evolution systems, and some heavy metal wastewater treatment applications.
Platinum coating may be used in some specific electrochemical systems, but it is not automatically the best choice for all wastewater treatment applications.
The best coating is not the most expensive coating. The best coating is the one that matches the working condition.

8. Practical Selection Guide
For easier understanding, the selection logic can be summarized as follows.
If the purpose is heavy metal removal, Ir-Ta coated titanium anodes are usually recommended. Their typical service life may be around 1 year to 18 months, depending on the wastewater and operating conditions.
If the purpose is ammonia nitrogen degradation or COD reduction, Ru-Ir coated titanium anodes are commonly selected. Under suitable conditions, the service life may reach about 2 to 3 years.
If the purpose is calcium and magnesium ion control in pipeline or hard-water systems, Ru-Ir coated titanium anodes can be used, but regular descaling is very important. With regular descaling, the life may reach around 1.5 years. Without regular descaling, the life may be reduced to around 3 months in severe scaling conditions.
If the application is a sodium hypochlorite generator, Ru-Ir coated titanium anode plates are usually used as the anode component inside the electrolytic cell. Their main role is to support chlorine evolution and active chlorine generation.
This guide is not a fixed rule for every project, but it provides a useful starting point for buyers and equipment designers.
9. Common Problems Caused by Incorrect Anode Selection
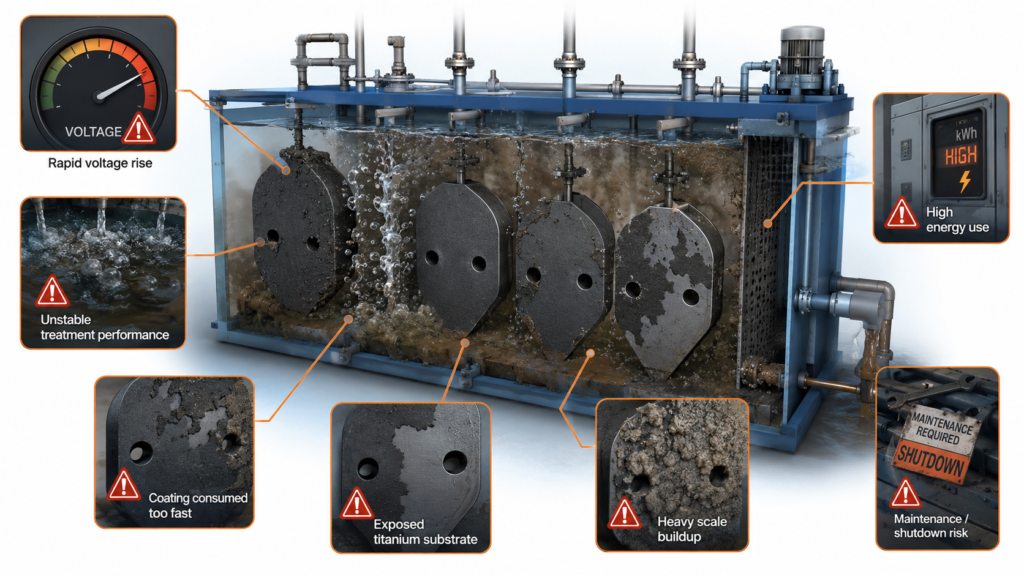
Incorrect anode selection can cause many practical problems.
The system voltage may rise quickly.
The treatment efficiency may become unstable.
The anode coating may be consumed too fast.
The titanium substrate may become exposed.
The electrode surface may be covered by scale.
The system may consume more electricity.
The equipment may need frequent shutdown and maintenance.
The final wastewater treatment result may fail to meet the target.
In many cases, the problem is not simply “bad anode quality.” It may be caused by a mismatch between coating type, current density, water quality, flow rate, and maintenance conditions.
For example, if a Ru-Ir coating is used in an environment that mainly requires strong oxygen evolution stability, the service life may not be ideal. If an Ir-Ta coating is used where efficient chlorine evolution is needed, the cost-performance balance may not be the best. If the current density is too high, even a good coating may fail early. If hard scale is not cleaned regularly, the electrode may lose efficiency even though the coating has not completely failed.
That is why application matching is more important than simply choosing a standard product.
10. Maintenance Also Affects Service Life
Titanium anodes are durable, but they are not maintenance-free.
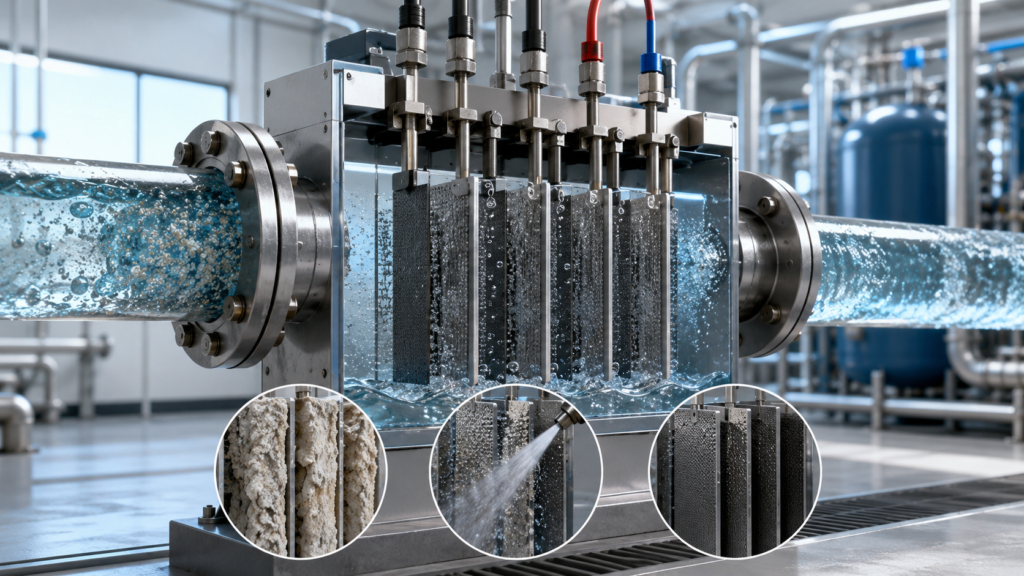
In wastewater treatment, the electrode surface may be affected by scale, sludge, suspended solids, oil, or chemical fluctuations. If these problems are not controlled, the anode may show voltage rise and performance decline.
For sodium hypochlorite generators and hard-water systems, scaling is especially common. Scale increases resistance, blocks the electrode gap, and reduces reaction efficiency. Regular cleaning can help maintain stable voltage and extend electrode life.
Good maintenance practices include:
♦Keeping the electrode surface clean.
♦Avoiding dry operation.
♦Avoiding operation above the recommended current density.
♦Checking current and voltage regularly.
♦Cleaning scale before it becomes too thick.
♦Avoiding hard scraping on the coated surface.
♦Keeping electrical connections tight.
♦Preventing sludge or solids from blocking the electrode gap.
♦Using suitable cleaning methods.
For many projects, regular voltage records are very useful. If voltage rises slowly, it may indicate scaling or coating aging. If voltage rises suddenly, it may indicate blockage, poor contact, short circuit, or abnormal power supply conditions.
Maintenance is not separate from anode selection. It is part of the real service life.

11. What If the Buyer Does Not Know All Technical Parameters?
Many buyers do not know the complete water quality data at the first inquiry stage. This is normal.
A professional titanium anode supplier should not expect every buyer to provide all technical parameters immediately. In many real projects, the buyer may only know the application, equipment type, approximate treatment capacity, and target result.
For an initial recommendation, the following basic information is usually enough to start communication:
What is the application? For example, wastewater oxidation, sodium hypochlorite generation, disinfection, COD reduction, ammonia nitrogen treatment, heavy metal removal, or hard-water treatment.
What is the approximate treatment capacity? For example, how many liters or cubic meters per hour.
Is the water high in salt, high in hardness, or strongly acidic or alkaline?
What anode shape is needed? For example, plate, mesh, tube, rod, or customized structure.
Is there a drawing, photo, or sample?
What is the expected service life?
If the buyer knows current, voltage, current density, pH, COD, ammonia nitrogen, chloride concentration, or hardness, that information will help make the recommendation more accurate. But if these details are not available at the beginning, the supplier can still provide an initial direction and then confirm the details step by step.
The most important thing is to clearly explain the treatment purpose. Once the application is clear, the coating selection becomes much easier.

12. Why Choose Precious Metal Coated Titanium Anodes?
Precious metal coated titanium anodes are widely used in wastewater treatment because they combine the advantages of titanium substrate and functional catalytic coating.
Their main advantages include:
♦Good corrosion resistance.
♦Stable electrochemical performance.
♦Lower operating voltage in suitable systems.
♦Customizable coating type.
♦Customizable shape and size.
♦Suitable for continuous industrial operation.
♦Good mechanical strength.
♦Suitable for sodium hypochlorite generation and electrochemical oxidation.
♦Longer service life when correctly selected.
Compared with lead dioxide anodes, Ru-Ir coated titanium anodes can provide advantages in energy efficiency, environmental safety, mechanical stability, and chloride-containing systems. Compared with ordinary metal electrodes, coated titanium anodes are more stable and less likely to dissolve during normal operation.
For wastewater treatment equipment, this means more stable operation and fewer unexpected replacements.
13. How Ehisen Supports Wastewater Treatment Anode Projects
Ehisen is a manufacturer and supplier of precious metal coated titanium anodes. We provide customized titanium anodes for wastewater treatment, sodium hypochlorite generators, electrochemical oxidation systems, disinfection equipment, ammonia nitrogen treatment, COD reduction, hard-water treatment, and other industrial water treatment applications.
Available products include titanium anode plates, titanium mesh anodes, tubular titanium anodes, rod anodes, wire anodes, basket anodes, and customized electrode assemblies.
Available coatings include Ru-Ir coating, Ir-Ta coating, platinum coating, and customized mixed metal oxide coatings.
For new projects, replacement projects, or equipment upgrades, Ehisen can recommend coating type and anode structure according to the application and working conditions. If the buyer only has basic project information, we can start from the treatment purpose and gradually confirm the technical details.
14. Conclusion
Choosing a titanium anode for wastewater treatment is not only about selecting a plate size. The correct choice depends on the treatment purpose, coating type, current density, flow rate, wastewater condition, scaling tendency, and maintenance method.
For heavy metal removal, Ir-Ta coated titanium anodes are often recommended, with a typical service life of around 1 year to 18 months depending on actual conditions.
For ammonia nitrogen degradation and COD reduction, Ru-Ir coated titanium anodes are commonly selected, with a typical service life of about 2 to 3 years under suitable operation.
For calcium and magnesium ion control, Ru-Ir coated titanium anodes can be used, but regular descaling is critical. With regular descaling, the service life may reach around 1.5 years. Without regular descaling, it may be reduced to around 3 months in severe scaling conditions.
For sodium hypochlorite generators, Ru-Ir coated titanium anode plates are usually installed as the anode component inside the electrolytic cell and help generate active chlorine for disinfection.
Compared with lead dioxide anodes, Ru-Ir coated titanium anodes can offer advantages in energy consumption, environmental safety, mechanical stability, and suitability for chloride-containing systems.
For buyers, the best way to choose the right anode is to start with the application. Even if you do not know all technical parameters, you can begin with the treatment purpose, approximate flow rate, equipment structure, and expected service life. A professional supplier can help confirm the coating and design step by step.
If you are looking for titanium anodes for wastewater treatment or sodium hypochlorite generators, Ehisen can provide customized precious metal coated titanium anodes according to your drawings, samples, and working conditions.
Contact Us
