

Titanium anodes play a crucial role in modern EDI water purification systems. This article explains how EDI works, why titanium electrodes enhance performance, and why more manufacturers rely on titanium anodes for stable, long-life ultrapure water production.
Introduction: Bridging EDI Technology and Titanium Anode Innovation
In the landscape of high-purity water treatment and industrial fluid processing, Electrodeionization (EDI) stands as a transformative technology that combines the precision of ion exchange with the efficiency of electrochemical separation. As industries ranging from pharmaceuticals to semiconductors demand increasingly strict water purity standards, the performance of EDI systems has become a critical factor in operational success. At the heart of every high-performing EDI system lies a component that often goes unnoticed but plays a pivotal role: the anode. Among the various anode materials available, titanium anodes have emerged as the gold standard, revolutionizing how EDI systems operate in terms of efficiency, durability, and cost-effectiveness.
This article is tailored for EDI industry purchasers who may be new to the technical nuances of titanium anodes but seek to make informed decisions for their procurement needs. We will systematically break down what EDI technology entails, analyze the current state of the EDI industry, clarify the indispensable role of titanium anodes in EDI systems, explain why more and more manufacturers are shifting to titanium anodes, and detail the unique advantages and industry-specific characteristics of titanium anodes designed for EDI applications. By the end, you will not only grasp the technical value of titanium anodes but also understand how they can enhance your EDI system’s performance and reduce long-term operational costs.

Chapter 1:What Is EDI and How Does It Work
1.1 Definition and Core Principles of EDI
Electrodeionization (EDI) is an advanced water purification technology that removes ions from water through a combination of ion exchange resins and electrochemical processes, eliminating the need for chemical regeneration of resins-one of the key limitations of traditional ion exchange systems. Unlike conventional ion exchange, which relies on periodic chemical treatments to refresh resin capacity, EDI achieves continuous resin regeneration through electrochemical reactions, enabling uninterrupted production of high-purity water.
The core principle of EDI revolves around three interconnected processes: ion adsorption, electrochemical migration, and in-situ resin regeneration. Here’s a detailed breakdown:
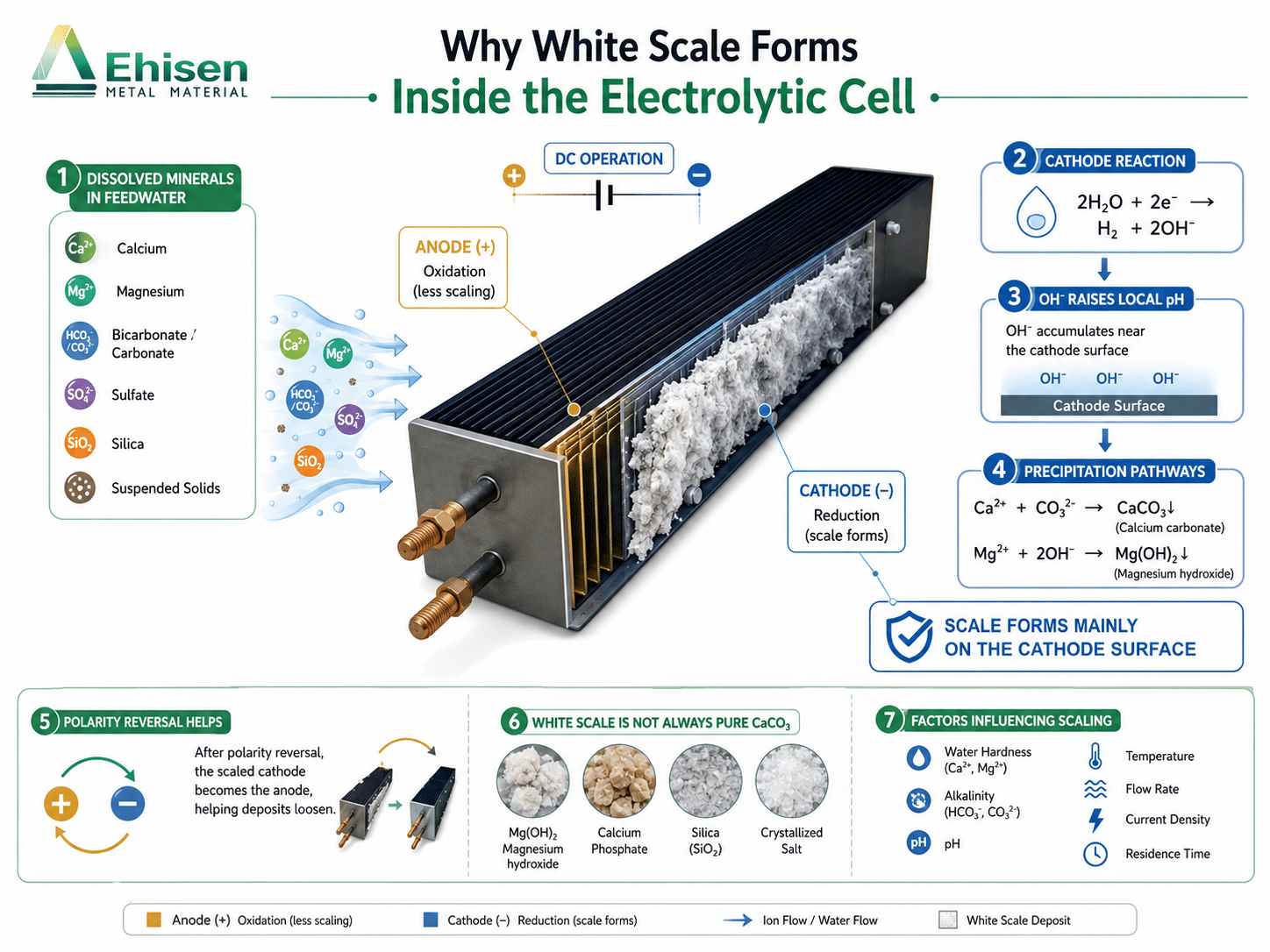
Ion Adsorption: EDI modules contain mixed cation and anion exchange resins packed between ion exchange membranes. As raw water flows through the resin-filled chambers, ions (such as Na⁺, Ca²⁺, Cl⁻, and SO₄²⁻) are adsorbed by the resins, reducing the ion concentration in the water.
Electrochemical Migration: A direct current (DC) electric field is applied across the EDI module using anode and cathode electrodes. This electric field creates a driving force that causes the adsorbed ions to detach from the resins and migrate toward the respective electrodes-cations toward the cathode and anions toward the anode.
In-situ Resin Regeneration: At high current densities within the EDI module, water molecules undergo electrolysis (hydrolysis) at the resin surfaces, producing hydrogen ions (H⁺) and hydroxide ions (OH⁻). These ions act as “regenerants” that displace the adsorbed ions from the resin beads, restoring the resin’s ion adsorption capacity continuously. This eliminates the need for chemical regenerants like hydrochloric acid or sodium hydroxide, making EDI a more environmentally friendly and cost-efficient solution.
1.2 Core Components of an EDI System
An EDI system is a sophisticated assembly of components working in harmony to achieve high-purity water production. Each component plays a specific role, and the performance of the entire system is highly dependent on the quality of individual parts. The key components include:
1.Ion Exchange Membranes: These are selective barriers that allow only specific ions to pass through. Cation Exchange Membranes (CEMs) permit positively charged ions to pass while blocking anions, and Anion Exchange Membranes (AEMs) do the opposite. The alternating arrangement of CEMs and AEMs creates separate “product water chambers” (where ions are removed) and “concentrate water chambers” (where migrated ions are collected and discharged).
2.Ion Exchange Resins: Typically a mixture of strong acid cation (SAC) and strong base anion (SBA) resins, these beads provide a large surface area for ion adsorption. Their ability to be continuously regenerated via hydrolysis is what makes EDI superior to traditional ion exchange.
3.Electrodes (Anode and Cathode): These are the “drivers” of the electrochemical process. The anode, where oxidation reactions occur, and the cathode, where reduction reactions occur, create the electric field necessary for ion migration. The choice of electrode material directly impacts the system’s energy efficiency, corrosion resistance, and lifespan.
4.EDI Module Housing: A rigid structure that holds the membranes, resins, and electrodes in place. It is designed to ensure uniform water flow distribution, maintain the integrity of the electric field, and withstand the operational pressures and chemical conditions within the system.
5.Power Supply Unit: Provides a stable DC current to the electrodes. The ability to adjust the current density allows the system to adapt to varying raw water quality and product water purity requirements.
6.Pre-treatment System: EDI systems require feedwater with low ion concentration and minimal contaminants to operate efficiently. Pre-treatment typically includes reverse osmosis (RO) units, which reduce the feedwater salinity to less than 40 μS/cm, along with filters to remove suspended solids and organic matter.
1.3 Key Performance Indicators of EDI Systems
For purchasers and operators, understanding the critical performance metrics of EDI systems is essential for evaluating effectiveness and value. The primary indicators include:
Product Water Purity: Measured in electrical resistivity (typically 10–18.2 MΩ·cm) or total organic carbon (TOC) content. Higher resistivity indicates fewer ions, with 18.2 MΩ·cm representing theoretically pure water.
Water Recovery Rate: The percentage of feedwater converted into product water, usually ranging from 75% to 90%. Higher recovery rates reduce water waste and operational costs.
Energy Consumption: Expressed in kilowatt-hours per cubic meter (kWh/m³) of product water. This is heavily influenced by the efficiency of the electrode system and feedwater quality.
Operational Lifespan: The time the system can operate at optimal performance before major component replacement is needed. This is closely tied to the durability of the electrodes and ion exchange membranes.
Maintenance Requirements: Frequency and cost of maintenance activities, such as membrane cleaning or electrode inspection. Systems with low maintenance needs reduce downtime and labor costs.
Chapter 2: Current State of the EDI Industry

2.1 Market Growth Drivers
The global EDI industry is experiencing steady and robust growth, driven by a confluence of industrial demand, technological advancement, and regulatory pressure. Key factors fueling this expansion include:
2.1.1 Rising Demand for High-Purity Water
Industries such as semiconductors, pharmaceuticals, power generation, and electronics have increasingly stringent requirements for high-purity water. In semiconductor manufacturing, for example, even trace ion contamination can damage microchips, requiring water with resistivity as high as 18.2 MΩ·cm- a standard that EDI systems are uniquely equipped to meet. The pharmaceutical industry, governed by strict regulatory standards for water used in drug production, relies on EDI to ensure compliance with purity and safety requirements.
2.1.2 Shift Toward Environmentally Sustainable Practices
Traditional ion exchange systems generate large volumes of chemical wastewater from resin regeneration, posing environmental risks and increasing disposal costs. EDI’s elimination of chemical regenerants aligns with global sustainability initiatives and corporate environmental, social, and governance (ESG) goals. Many governments and regulatory bodies are encouraging or mandating the adoption of eco-friendly water treatment technologies, further driving EDI adoption.
2.1.3 Advancements in Membrane and Electrode Technologies
Innovation in ion exchange membrane materials (such as improved selectivity and chemical resistance) and electrode design has significantly enhanced EDI system performance. These advancements have expanded the range of applications for EDI, allowing it to handle more complex feedwater compositions and operate under harsher conditions.
2.1.4 Growth of Cloud-Based and Modular EDI Solutions
The adoption of cloud-based monitoring and control systems for EDI has simplified operation and maintenance, enabling real-time performance tracking and remote troubleshooting. Modular EDI designs have also made the technology more accessible to small and medium-sized enterprises (SMEs) by reducing upfront capital investment and allowing for scalable capacity expansion.
2.2 Key Challenges Facing the Industry
Despite its growth potential, the EDI industry faces several challenges that impact adoption and operational efficiency:
2.2.1 High Initial Investment Costs
EDI systems typically require a higher upfront investment compared to traditional ion exchange systems, primarily due to the cost of advanced membranes and high-performance electrodes. This can be a barrier for SMEs with limited capital budgets, although the lower long-term operational and maintenance costs often offset the initial expense.
2.2.2 Sensitivity to Feedwater Quality
EDI systems are highly sensitive to feedwater contaminants such as suspended solids, organic matter, and heavy metals. Poor pre-treatment can lead to membrane fouling, resin degradation, and electrode corrosion, reducing system performance and lifespan. This requires additional investment in pre-treatment infrastructure, adding to the overall system cost.
2.2.3 Lack of Standardization in Some Applications
While there are established standards for EDI in industries like pharmaceuticals and semiconductors, emerging applications often lack uniform guidelines for system design and performance. This can lead to confusion among purchasers and inconsistent results across different installations.
2.2.4 Competition from Alternative Technologies
Technologies such as reverse osmosis (RO) combined with ultraviolet (UV) treatment or advanced oxidation processes (AOPs) compete with EDI in certain applications. While EDI offers superior purity for specific needs, the availability of alternative solutions requires manufacturers to continuously innovate to maintain competitiveness.
2.3 Emerging Trends Shaping the Future
The EDI industry is evolving rapidly, with several key trends poised to define its future direction:
Integration of Artificial Intelligence (AI) and Internet of Things (IoT): AI-powered monitoring systems can predict maintenance needs, optimize current density based on feedwater quality, and adjust operational parameters in real-time to maximize efficiency. IoT sensors enable remote data collection and analysis, reducing downtime and improving system reliability.
Development of High-Capacity EDI Modules: As industrial water demand grows, manufacturers are developing larger EDI modules that can handle higher flow rates without compromising purity. These modules are designed for use in large-scale applications such as power plants and desalination facilities.
Focus on Electrode Material Innovation: The performance of EDI systems is increasingly linked to electrode material advancement. Manufacturers are investing in research to develop electrodes with higher corrosion resistance, lower energy consumption, and longer lifespans-trends that have elevated the status of titanium anodes in the industry.
Expansion into Emerging Markets: Rapid industrialization in regions such as Asia-Pacific and Latin America is creating new demand for EDI technology. Local manufacturers in these regions are partnering with global technology providers to develop cost-effective, region-specific solutions.
Chapter 3: The Core Role of Titanium Anodes in EDI Systems
The anode is not merely a “power source” for EDI systems; it is a critical component that directly influences ion migration efficiency, resin regeneration, and overall system performance. Titanium anodes, with their unique combination of electrochemical properties and durability, fulfill three irreplaceable roles in EDI operations:

3.1 Establishing a Stable Electric Field
A uniform and stable electric field is essential for efficient ion migration in EDI modules. Titanium anodes, when paired with a cathode, create this electric field by conducting DC current through the system. The high electrical conductivity of titanium ensures that the current is distributed evenly across the membrane stack, preventing “dead zones” where ion migration is inefficient.
Unlike traditional anode materials such as graphite or lead, titanium maintains its conductivity even under the harsh chemical conditions present in EDI systems (e.g., acidic or alkaline environments from hydrolyzed water). This stability prevents fluctuations in the electric field, which can lead to inconsistent ion removal and reduced product water purity.
3.2 Facilitating Oxidation Reactions for Ion Migration
At the anode surface, oxidation reactions occur that are critical for the EDI process. Specifically, water molecules are oxidized to produce oxygen gas, protons (H⁺), and electrons. The electrons flow through the external circuit to the cathode, while the protons contribute to resin regeneration. The reaction at the titanium anode can be summarized as:
2H₂O → O₂ + 4H⁺ + 4e⁻
The efficiency of this oxidation reaction directly impacts the rate of ion migration and resin regeneration. Titanium anodes, particularly those coated with mixed metal oxides (MMOs) such as ruthenium oxide (RuO₂) or iridium oxide (IrO₂), exhibit superior electrocatalytic activity that accelerates this reaction. This means that less energy is required to drive the oxidation process, reducing the system’s overall energy consumption.
3.3 Supporting Continuous Resin Regeneration
As mentioned earlier, continuous resin regeneration is the defining feature of EDI technology, and titanium anodes play a key role in this process. The protons (H⁺) generated from the oxidation reaction at the anode migrate into the resin-filled chambers, where they displace the adsorbed cations from the resin beads. This restores the resin’s ability to adsorb new ions from the feedwater.
The steady production of H⁺ ions by titanium anodes ensures that resin regeneration occurs at a rate matching ion adsorption, eliminating the need for intermittent chemical treatments. This continuous operation not only improves system efficiency but also reduces the risk of resin degradation caused by repeated chemical exposure.
Chapter 4: Why EDI Manufacturers Are Increasingly Adopting Titanium Anodes
The shift toward titanium anodes in the EDI industry is not arbitrary; it is a response to the limitations of traditional anode materials and the unique benefits that titanium offers. Manufacturers are recognizing that titanium anodes provide a competitive advantage by addressing key pain points in EDI system design and operation. Below are the primary reasons for this growing adoption:

4.1 Limitations of Traditional Anode Materials
Before the widespread use of titanium, EDI systems relied primarily on graphite, lead, or stainless steel anodes. Each of these materials has significant drawbacks that compromise system performance and longevity:
Graphite Anodes: While graphite is inexpensive and has moderate electrical conductivity, it is highly susceptible to corrosion in the acidic environment of EDI systems. Corrosion leads to the formation of graphite particles that can foul ion exchange membranes and resins, reducing system efficiency. Graphite anodes also have a short lifespan (typically 6–12 months) and require frequent replacement, increasing maintenance costs and downtime.
Lead Anodes: Lead has good corrosion resistance but is dense, heavy, and toxic. Lead leaching into the product water poses significant health and regulatory risks, making it unsuitable for pharmaceutical, food, and beverage applications. Additionally, lead anodes have low electrocatalytic activity, requiring higher energy input to achieve the same ion removal efficiency as titanium.
Stainless Steel Anodes: Stainless steel is durable but prone to passivation-a process where a non-conductive oxide layer forms on the surface, reducing electrical conductivity. This passivation leads to increased energy consumption and uneven current distribution, negatively impacting product water quality. Stainless steel also corrodes in high-chloride environments, which are common in some EDI applications.
4.2 Alignment with EDI Industry Performance Requirements
As EDI systems evolve to meet higher purity and efficiency standards, manufacturers require anode materials that can keep pace. Titanium anodes align perfectly with these requirements by offering:
4.2.1 Compliance with Purity Standards
Industries such as pharmaceuticals and semiconductors have strict regulations governing the composition of process water. Titanium is an inert material that does not leach heavy metals or other contaminants into the product water, ensuring compliance with standards such as the U.S. Pharmacopeia (USP) and International Organization for Standardization (ISO) guidelines. This makes titanium anodes the only viable option for high-purity applications.
4.2.2 Adaptability to Variable Operating Conditions
EDI systems often operate under fluctuating conditions, including changes in feedwater salinity, temperature, and pH. Titanium anodes maintain their performance across a wide range of operating parameters-from pH 1 to 13 and temperatures up to 90°C-making them suitable for diverse industrial applications. This adaptability reduces the need for system reconfiguration when operating conditions change.
4.2.3 Compatibility with Advanced EDI Designs
Modern EDI modules are designed to be more compact and efficient, requiring anode materials that can be fabricated into complex shapes (e.g., meshes, plates, or tubes) without compromising performance. Titanium’s malleability and ductility allow for precise manufacturing, enabling it to fit into tight spaces and optimize current distribution in advanced membrane stack designs.
4.3 Economic Benefits for Manufacturers and End-Users
Beyond performance advantages, titanium anodes offer compelling economic benefits that drive manufacturer adoption. These benefits translate into value for end-users, making EDI systems with titanium anodes more marketable:
Reduced Total Cost of Ownership (TCO): While titanium anodes have a higher upfront cost than traditional materials, their long lifespan (5–10 years) and low maintenance requirements reduce TCO. End-users save on replacement parts, labor, and downtime, making titanium anodes a cost-effective choice over the system’s lifetime.
Energy Savings: The high electrocatalytic activity of titanium anodes reduces energy consumption by 10–20% compared to graphite or lead anodes. For large-scale EDI systems, this translates into significant annual energy cost savings, a key selling point for manufacturers targeting cost-conscious customers.
Enhanced System Reliability: Titanium anodes minimize the risk of unexpected failures due to corrosion or passivation, improving overall system reliability. This reduces warranty claims for manufacturers and increases customer satisfaction, strengthening brand reputation.
Chapter 5: Unmatched Advantages of Titanium Anodes in EDI Applications
Titanium anodes stand out in the EDI industry due to a unique set of properties that address the specific challenges of electrochemical water purification. These advantages are rooted in the material’s inherent characteristics and enhanced by advanced coating technologies, making titanium anodes superior to traditional alternatives in every critical performance category.

5.1 Exceptional Corrosion Resistance
Corrosion is the primary enemy of anode materials in EDI systems, where acidic conditions, high current densities, and oxidizing environments combine to degrade less robust materials. Titanium’s natural corrosion resistance stems from the formation of a thin, dense, and self-healing titanium dioxide (TiO₂) layer on its surface. This oxide layer acts as a protective barrier that prevents the underlying titanium from reacting with the surrounding environment.
To further enhance this resistance, titanium anodes used in EDI are typically coated with MMOs such as ruthenium oxide, iridium oxide, or tantalum oxide. These coatings not only reinforce the protective barrier but also improve electrocatalytic activity. In rigorous testing, MMO-coated titanium anodes have demonstrated corrosion rates 50 times lower than graphite anodes in EDI operating conditions. For example, in a 90°C, 5 mol/L saline solution (simulating harsh EDI environments), titanium anodes showed a coating loss rate of less than 0.1 mm per year, compared to 5 mm per year for uncoated graphite.
5.2 High Electrocatalytic Activity and Energy Efficiency
Electrocatalytic activity refers to a material’s ability to accelerate electrochemical reactions (such as the oxidation of water) without being consumed in the process. This property is critical for reducing energy consumption in EDI systems, as it minimizes the voltage required to drive ion migration and resin regeneration.
Titanium anodes, especially those with MMO coatings, exhibit exceptional electrocatalytic activity due to the unique electronic structure of the oxide coatings. For instance, iridium oxide coatings have a high affinity for water molecules, lowering the activation energy required for oxidation. This results in a significant reduction in the anode’s overpotential-the additional voltage needed to initiate the electrochemical reaction. Compared to graphite anodes, titanium anodes with iridium oxide coatings reduce the overpotential by 0.3–0.5 volts, translating to a 10–20% decrease in overall system energy consumption.
This energy efficiency is particularly evident in high-purity water applications. A semiconductor manufacturing facility using titanium anode-based EDI systems reported a reduction in unit产水电耗 (water production energy consumption) from 4.8 kWh/m³ to 4.3 kWh/m³-representing annual energy savings of over $50,000 for a 1,000 m³/day system.
5.3 Long Operational Lifespan
The lifespan of an anode directly impacts the maintenance costs and downtime of EDI systems. Titanium anodes far outperform traditional materials in this regard, with a typical operational lifespan of 5–10 years, compared to 6–12 months for graphite and 2–3 years for lead.
This extended lifespan is due to a combination of titanium’s corrosion resistance and the durability of MMO coatings. The TiO₂ oxide layer and MMO coating work together to prevent material degradation, even under continuous operation. In a field study of EDI systems used in power plant boiler feedwater treatment, titanium anodes operated continuously for 8,000 hours with no measurable loss in performance or material integrity. In contrast, graphite anodes in the same application required replacement after 1,200 hours.
The long lifespan of titanium anodes also reduces the environmental impact of EDI systems by minimizing the production and disposal of anode waste-a key benefit for manufacturers and end-users focused on sustainability.
5.4 Environmental Friendliness and Regulatory Compliance
In an era of increasing environmental regulation, the sustainability of industrial components has become a critical consideration. Titanium anodes offer several environmental advantages over traditional materials:
No Heavy Metal Leaching: Titanium is inert and does not release heavy metals such as lead or cadmium into the water or environment, eliminating the risk of contamination and ensuring compliance with regulations like the U.S. Safe Drinking Water Act (SDWA) and the European Union’s REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) directive.
Reduced Chemical Waste: By enabling continuous resin regeneration in EDI systems, titanium anodes eliminate the need for chemical regenerants, reducing the volume of hazardous wastewater generated by the system. This not only lowers disposal costs but also aligns with global efforts to reduce industrial pollution.
Recyclability: Titanium is 100% recyclable with no loss of material properties. At the end of their lifespan, titanium anodes can be recycled into new anode substrates or other titanium products, reducing the demand for virgin raw materials and minimizing landfill waste.
5.5 Uniform Current Distribution
Uniform current distribution across the EDI membrane stack is essential for consistent ion removal and product water purity. Uneven current distribution can lead to localized areas of high current density (which cause excessive water hydrolysis and energy waste) and low current density (which result in incomplete ion removal).
Titanium’s high electrical conductivity and malleability allow for the fabrication of anodes with precise geometries (such as mesh or porous structures) that ensure uniform current flow. MMO coatings further enhance this uniformity by providing a consistent surface resistance. In contrast, graphite anodes often have irregular surfaces and variable conductivity, leading to uneven current distribution.
The benefits of uniform current distribution are significant: improved product water quality (with resistivity variations of less than 0.5 MΩ·cm), reduced energy consumption, and extended membrane lifespan. For example, in a pharmaceutical EDI system, titanium anodes reduced the variation in product water TOC content from 0.3 ppm to 0.05 ppm, ensuring compliance with strict USP standards.
Chapter 6:How to Select the Right Titanium Anode for Your EDI Module
Not all titanium anodes are created equal. Titanium anodes designed for EDI applications undergo specialized processing and customization to meet the unique demands of electrochemical water purification. These industry-specific characteristics ensure that the anodes integrate seamlessly with EDI modules and deliver optimal performance. Below are the key special features of EDI-specific titanium anodes:

6.1 Customized Mixed Metal Oxide (MMO) Coating Formulations
The MMO coating is the “engine” of a titanium anode, and its composition is tailored to the specific requirements of EDI systems. Unlike generic titanium anodes used in other industries (such as electroplating or chlor-alkali production), EDI anodes use coating formulations optimized for high-purity water environments and efficient water oxidation.
Two primary coating formulations are used for EDI titanium anodes:
Iridium-Tantalum Oxide Coatings: These coatings are ideal for high-purity water applications (such as semiconductor or pharmaceutical EDI systems) due to their exceptional corrosion resistance and low oxygen evolution overpotential. The iridium provides high electrocatalytic activity, while the tantalum enhances coating adhesion and chemical stability. This formulation is particularly effective in systems where product water purity is critical, as it minimizes the risk of coating degradation and contaminant leaching.
Ruthenium-Iridium Oxide Coatings: These coatings are designed for EDI systems handling feedwater with higher salinity (such as industrial process water treatment). Ruthenium oxide offers higher conductivity and catalytic activity for chloride oxidation, making it suitable for systems where the feedwater contains higher levels of chloride ions. The iridium component adds corrosion resistance, ensuring the coating withstands the harsh conditions of high-salinity EDI operation.
The coating thickness is also precisely controlled for EDI applications, typically ranging from 5 to 20 micrometers. A thinner coating ensures high conductivity, while a thicker coating provides greater durability-striking a balance that optimizes both performance and lifespan.
6.2 Optimized Geometric Designs for EDI Modules
EDI modules come in a variety of sizes and configurations (such as plate-and-frame or spiral-wound designs), and titanium anodes must be customized to fit these specific geometries. The geometric design of the anode directly impacts current distribution, water flow, and system efficiency. Common designs for EDI titanium anodes include:
Mesh Anodes: Woven titanium mesh with MMO coatings is widely used in EDI systems due to its high surface area, uniform current distribution, and low flow resistance. The mesh structure allows water to flow freely around the anode, ensuring efficient heat dissipation and preventing the buildup of gas bubbles (a byproduct of water oxidation) that can disrupt the electric field.
Plate Anodes: Solid titanium plates with MMO coatings are used in compact EDI modules where space is limited. These anodes are precision-cut to fit the module’s dimensions and often feature grooves or channels to enhance water flow and gas release. Plate anodes are particularly suitable for small-scale EDI systems used in laboratory or pharmaceutical applications.
Porous Anodes: Porous titanium anodes with interconnected pores are designed for high-flow EDI systems. The porous structure provides an extremely large surface area for electrochemical reactions, increasing catalytic efficiency and reducing energy consumption. These anodes are commonly used in large-scale industrial EDI systems for power generation or desalination.
The geometric precision of EDI titanium anodes is critical-tolerances of less than ±0.5 mm are required to ensure proper fit within the module and avoid short circuits between the anode and other components.
6.3 High Purity Titanium Substrates
The titanium substrate used in EDI anodes is not ordinary industrial titanium; it is high-purity titanium (typically Grade 1 or Grade 2) with a purity level of 99.5% or higher. This high purity is essential for several reasons:
Minimized Contamination: High-purity titanium contains fewer impurities (such as iron, carbon, or nitrogen) that could leach into the product water, ensuring compliance with high-purity standards.
Enhanced Coating Adhesion: Impurities in the titanium substrate can weaken the bond between the substrate and the MMO coating, leading to premature coating failure. High-purity titanium provides a uniform surface for coating application, improving adhesion and extending anode lifespan.
Consistent Conductivity: Impurities can cause variations in electrical conductivity across the anode surface, leading to uneven current distribution. High-purity titanium ensures consistent conductivity, optimizing system performance.
The titanium substrate also undergoes specialized surface treatment (such as sandblasting or acid etching) before coating application. This treatment creates a rough surface texture that increases the contact area between the substrate and the coating, further improving adhesion.
6.4 Compatibility with EDI Operational Parameters
EDI systems operate within specific ranges of current density, temperature, and pH, and titanium anodes are engineered to perform reliably within these parameters. Key compatibility features include:
Wide Current Density Range: EDI titanium anodes can operate efficiently at current densities ranging from 50 to 1,500 A/m², adapting to varying feedwater quality and product water requirements. This flexibility allows EDI systems to handle changes in ion load without compromising performance.
Thermal Stability: The MMO coatings and titanium substrate are designed to withstand temperatures up to 90°C, which is critical for EDI systems used in high-temperature applications such as power plant feedwater treatment. The coating does not degrade or lose catalytic activity at elevated temperatures, ensuring consistent performance.
Chemical Compatibility: EDI titanium anodes are resistant to the chemicals commonly present in pre-treated feedwater, such as chlorine (used for disinfection) and trace organic compounds. This chemical resistance prevents anode degradation and ensures long-term reliability.
6.5 Integration with EDI Control Systems
Modern EDI systems feature advanced control systems that monitor and adjust operational parameters in real-time. Titanium anodes for EDI are designed to integrate seamlessly with these control systems, enabling precise regulation of current density and anode performance. Some advanced titanium anodes even include built-in sensors that provide data on coating integrity and current distribution, allowing for predictive maintenance and early detection of potential issues.
This integration ensures that the anode operates at optimal efficiency under all conditions, reducing energy consumption and maximizing product water quality. For example, if the feedwater ion concentration increases, the control system can adjust the current density to maintain the desired product water purity, with the titanium anode’s high catalytic activity ensuring that the increased current does not lead to excessive energy use or anode degradation.
Chapter 7: Conclusion and Call to Action
7.1 Summarizing the Value of Titanium Anodes in EDI
Titanium anodes have redefined the performance standards of EDI systems, addressing the limitations of traditional anode materials and delivering a unique combination of corrosion resistance, energy efficiency, and long lifespan. As we have explored, their core roles in establishing stable electric fields, facilitating oxidation reactions, and supporting continuous resin regeneration make them indispensable components of modern EDI technology.
For EDI manufacturers, the adoption of titanium anodes translates into competitive advantages: systems with higher reliability, lower energy consumption, and compliance with strict environmental and purity standards. For purchasers, titanium anodes offer a clear path to reducing total cost of ownership, improving operational efficiency, and ensuring product quality-whether in pharmaceutical manufacturing, semiconductor production, or industrial process water treatment.
The special characteristics of EDI-specific titanium anodes-from customized MMO coatings to optimized geometric designs-further enhance their value, ensuring that they integrate seamlessly with EDI modules and deliver consistent performance under diverse operating conditions.

7.2 Call to Action for EDI Industry Purchasers
If you are an EDI system purchaser or operator looking to enhance your system’s performance, reduce maintenance costs, or ensure compliance with high-purity standards, titanium anodes are the solution you need. We invite you to take the next step by:
1.Requesting a Customized Consultation: Our team of experts will work with you to understand your specific EDI application requirements-including feedwater quality, product water standards, and system configuration-and recommend the optimal titanium anode solution tailored to your needs.
2.Obtaining a Detailed Quotation: We offer competitive pricing for high-quality titanium anodes, with transparent cost breakdowns that include coating customization, geometric design, and technical support. Our quotation will also highlight the long-term cost savings you can expect from reduced energy consumption and maintenance.
3.Accessing Technical Resources: We provide comprehensive technical documentation, including anode performance data, installation guides, and maintenance best practices, to help you maximize the value of your titanium anode investment.
The EDI industry is evolving, and titanium anodes are at the forefront of this evolution. By choosing titanium anodes, you are not only investing in a high-performance component but also in the long-term success and sustainability of your operations. Contact us today to learn more and take the first step toward optimizing your EDI system.
