
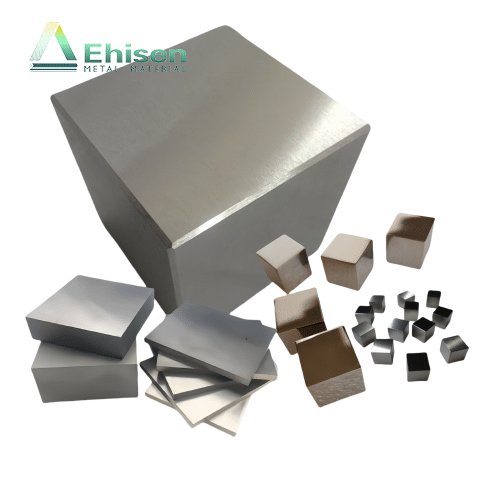
Our titanium cubes, made from Grade 1 (Gr1), Grade 2 (Gr2), Grade 5 (Gr5), and custom titanium grades, offer excellent strength and corrosion resistance. Available in sizes from 10mm to 300mm, these cubes come in polished, brushed, or matte finishes. We also provide custom logo engraving or unique designs. Perfect for gifts, education, and decorative uses, they combine durability and aesthetic appeal.
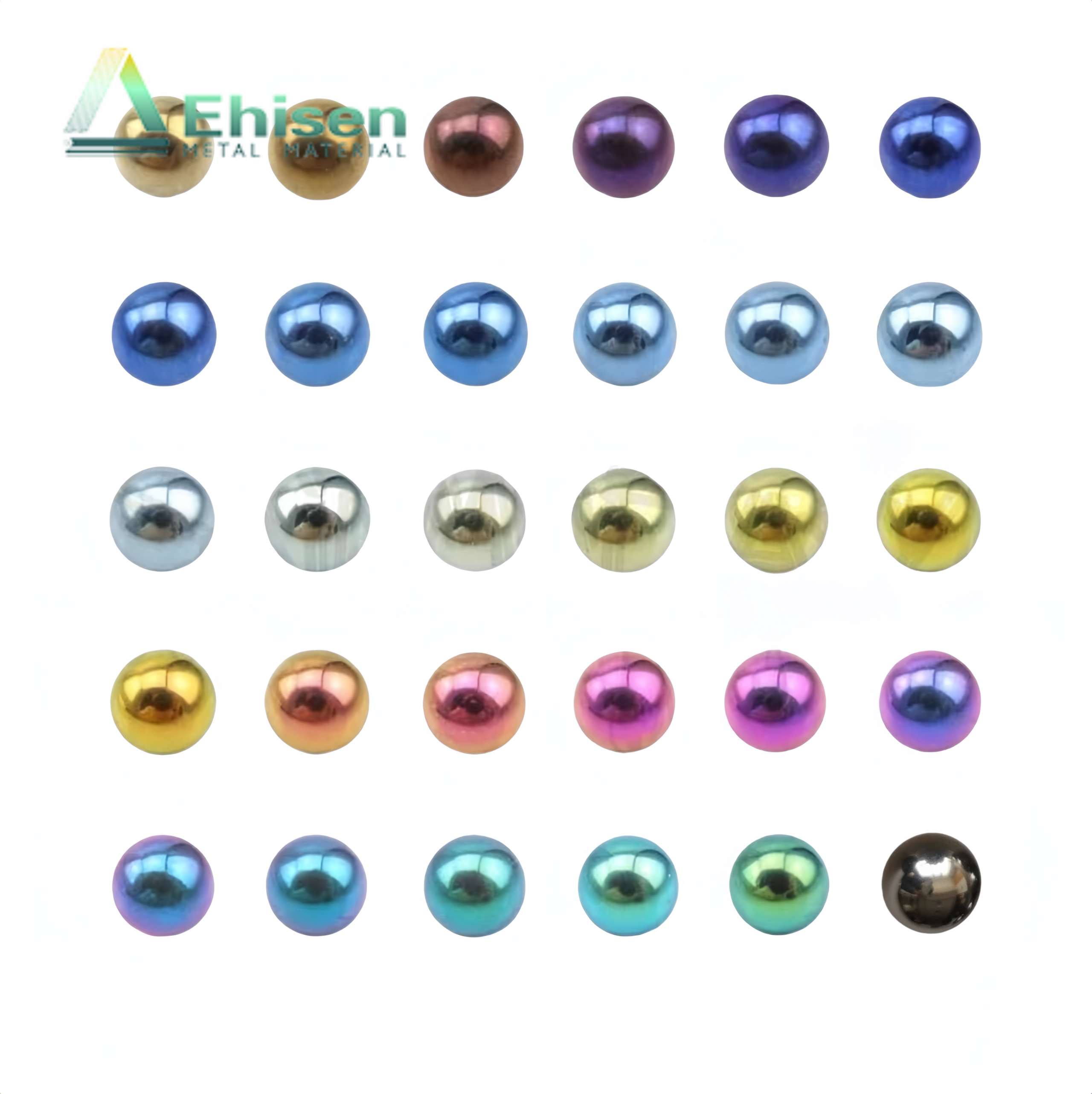
Our titanium beads, made from Grade 1 (Gr1) and Grade 5 (Gr5) titanium, offer superior strength and corrosion resistance. Ideal for medical, decorative, jewelry, aerospace, and electronics applications, these beads are available in sizes from 0.7mm to 300mm. They can be polished, acid pickled, or color-coated for enhanced appearance and durability. We also offer solid titanium balls or drilled beads, providing flexibility and customization for various uses.

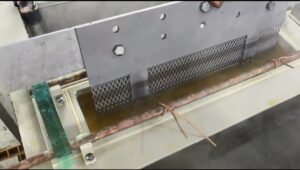
Our titanium bipolar plates are produced through stamping, etching, and machining to form precise flow channels. They are available with sandblasted, machined, or etched surfaces to meet different application needs. With excellent corrosion resistance and conductivity, these plates are ideal for PEM fuel cells and electrochemical systems, ensuring reliable performance and long-term durability in corrosive environments.

Our titanium bolts are manufactured to meet ASTM standards, offering an excellent strength-to-weight ratio and superior corrosion resistance. Available in various sizes, types (such as hex head and socket head), and with customizable coatings, these bolts are perfect for aerospace, marine, and chemical industries. We also offer low MOQ and customization options for color coatings, ensuring both aesthetic and functional solutions for your applications.



Technical Director of Ehisen



CEO of Ehisen
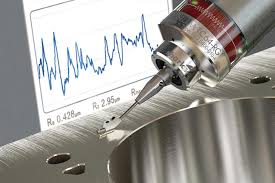
When producing titanium anodes and precision titanium parts, choosing the right surface treatment greatly affects product performance and lifespan. Different treatments help achieve better coating adhesion, smoother surfaces, improved corrosion resistance, and longer service life. Below is a simple explanation of common titanium surface treatments, including their basic principles, parameters, typical roughness (Ra) values, and suitable applications.
How it works:

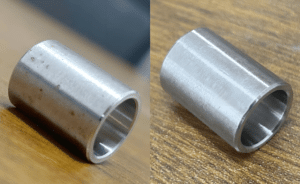
Use abrasive materials (like sandpaper, grinding belts, or polishing compounds) to remove surface imperfections, reduce roughness, and create a smoother finish.
Key parameters:
Achievable Roughness:
Ra about 0.2–0.8 µm (finer polishing can achieve lower values).
Ideal for:
How it works:
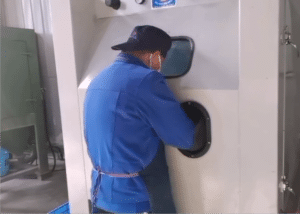
High-pressure air shoots abrasive particles (e.g., alumina, glass beads) onto the titanium surface. This removes surface oxides and contaminants and slightly roughens the surface, helping coatings stick better.
Key parameters:
Achievable Roughness:
Ra about 1.0–3.0 µm.
Ideal for:

How it works:
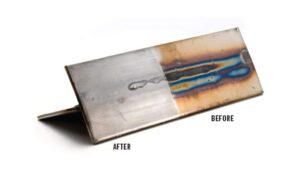
Dip titanium parts into acidic or alkaline solutions to remove oxide layers and impurities. This creates a cleaner, more uniform surface for subsequent treatments.
Key parameters:
Achievable Roughness:
Ra about 0.4–1.5 µm, depending on initial conditions and solution strength.
Ideal for:

How it works:
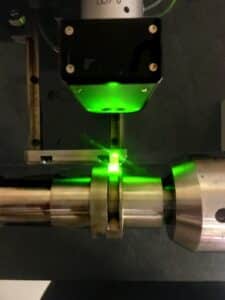
Place the titanium part in a specialized electrolyte solution and apply an electrical current. The process dissolves microscopic peaks on the surface, resulting in a very smooth, mirror-like finish.
Key parameters:
Achievable Roughness:
Ra about 0.05–0.5 µm, often achieving a near-mirror finish.
Ideal for:
How it works:
Heat the titanium in a controlled atmosphere so it forms a stable, even oxide layer. This layer improves corrosion resistance and helps coatings bond better.
Key parameters:
Achievable Roughness:
Passivation itself doesn’t significantly change roughness. Expect Ra around 0.2–1.0 µm depending on prior treatments.
Ideal for:
Summary & Recommendations:
By understanding the principles, parameters, and achievable roughness of each method, you can select the best surface treatment plan. This ensures that your titanium products meet performance goals, stay reliable, and last longer.

Mechanical Grinding & Polishing
Sandblasting Machines
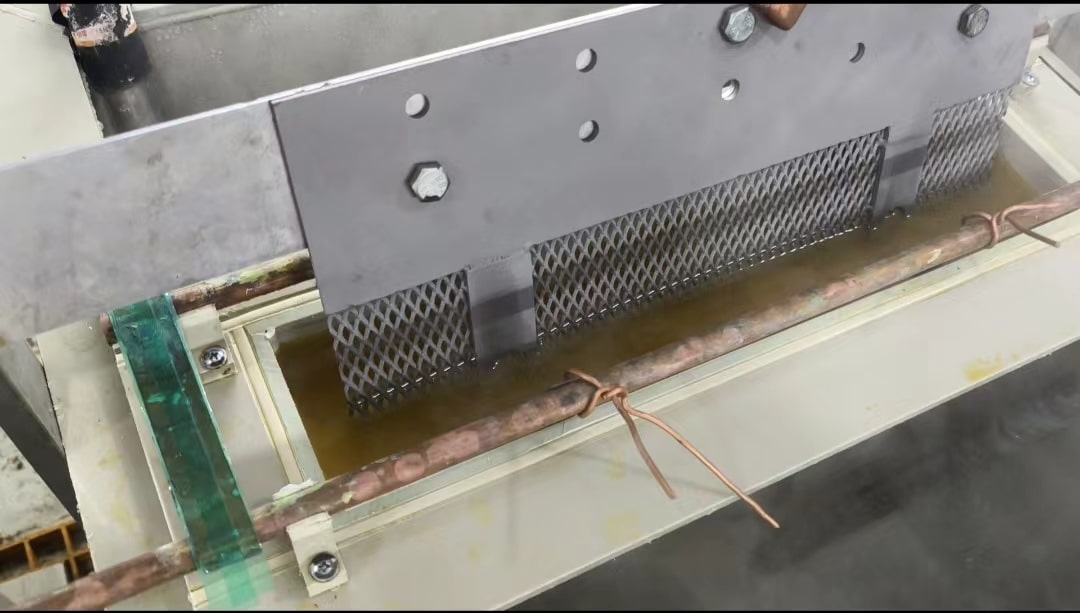
 Acid Pickling & Chemical Treatment Tanks
Acid Pickling & Chemical Treatment Tanks
Electro-Polishing Equipment
High-Temperature Passivation / Pre-Oxidation Furnaces
Surface Roughness Measurement
Coating or Oxide Layer Thickness Testing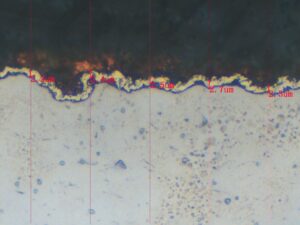
Microstructure & Composition Analysis
Visual & Uniformity Checks
Below is a quick comparison table showing typical titanium surface finishing methods, the main equipment used, achievable roughness (Ra), approximate price ranges, and common use cases. Actual prices vary based on part size, complexity, production volume, and environmental/safety requirements.
| Treatment Method | Main Equipment | Achievable Roughness (Ra) | Approx. Price (USD/m²) | Applications & Notes |
|---|---|---|---|---|
| Mechanical Grinding / Polishing | Automatic polishing machines,manual polishing stations,various abrasives | 0.2–0.8 µm(finer if well-polished) | 5–15 | – Basic or mid-level finish- Good prep for titanium anodizing or electro-polishing- Consumer products, chemical parts |
| Sandblasting | Cabinet sandblaster,tumblers,various abrasives (Al₂O₃, glass) | 1.0–3.0 µm | 8–20 | – Increases roughness to boost coating adhesion- Great for complex shapes- Industrial electrolysis, chloride environments |
| Acid Pickling / Chemical | Acid-resistant tanks,solution monitoring,heating systems | 0.4–1.5 µm | 10–25 | – Removes oxide scale and impurities- Prepares for high-performance coatings or titanium polishing- Common in chemical, plating, and high-purity fields |
| Electro-Polishing | Electrolytic polishing baths,automated power controls | 0.05–0.5 µm(mirror-like possible) | 20–40 | – Ideal for ultra-smooth, high-purity surfaces- Medical implants, research electrodes, precision instruments- Improves conductivity and lifespan |
| High-Temp Passivation / Pre-Oxidation | High-temp furnace (box or atmosphere),temp & gas controls | Minimal effect on roughness(depends on prior steps) | 15–30 | – Creates a stable oxide layer- Boosts corrosion resistance & coating adhesion- Great for harsh environments (e.g., chlorine gas) |
Match Treatment with Your Performance Goals
Balance Volume & Precision
Communicate Your Inspection Requirements
Check Environmental Compliance
Conclusion:
Different titanium surface treatment methods—such as titanium polishing, sandblasting, titanium acid pickling, electro-polishing, and titanium passivation—vary in equipment costs, labor, complexity, and required quality checks. The final price naturally changes based on the combination of these factors. By considering your end-use requirements, desired surface roughness, and quality control standards, you can confidently choose a treatment plan that aligns with your goals and budget. If you need more details or a custom quote, feel free to reach out—happy sourcing!
Below is a simple guide for buyers who need to choose a titanium surface treatment process. It highlights common pitfalls and offers preventive strategies based on Ehisen’s supply chain management and quality control methods, helping you control both quality and cost more effectively.

Common Issue:
Buyers sometimes pick a treatment method just from general knowledge or industry practice, without fully considering the final application environment and performance needs. This often results in a product that either fails to meet performance requirements or is over-processed, increasing waste.
Preventive Measures (Ehisen Approach):
Common Issue:
Samples may pass inspection, but during large-volume production, factors like production speed, human error, and equipment fluctuations can cause unstable quality or varying results between batches.
Preventive Measures (Ehisen Approach):

Common Issue:
If the finished titanium parts are not properly sealed, dried, or protected, they might oxidize, get contaminated, or sustain scratches, negatively affecting assembly and performance.
Preventive Measures (Ehisen Approach):

Common Issue:
Titanium surface treatment often involves multiple steps that are closely linked. If any step is delayed or needs rework, the overall schedule is pushed back and additional costs may arise.
Preventive Measures (Ehisen Approach):

Common Issue:
Buyers and suppliers may have different understandings of surface treatment techniques, test standards, or technical jargon, leading to quality discrepancies or delivery problems.
Preventive Measures (Ehisen Approach):
From clarifying requirements to delivering large orders, every stage of titanium surface treatment carries potential risks. By applying Ehisen’s supply chain management, quality control, and communication strategies, buyers can effectively avoid common pitfalls and enjoy greater efficiency and product quality. Thoughtful planning, timely communication, and consistent execution will help you navigate titanium purchasing and surface treatment projects with confidence and peace of mind.
We specialize in manufacturing titanium anodes and have been serving various electrochemical industries with high-performance, long-lasting titanium electrode products for years. Based on our extensive production experience, we’ve outlined the key surface pre-treatment processes and steps for “coated titanium anodes before applying and sintering precious metals.”
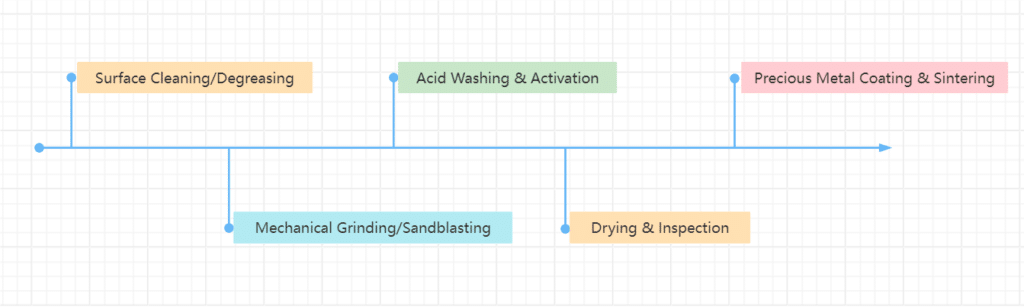
The first four pre-treatment steps determine the adhesion, uniformity, and durability of the subsequent precious metal coating. Below, we explain each step’s principles and key points.
Remove Oil and Particles

Rinse and Dry
Goal: Ensure the titanium substrate is free from oil and particles, creating a clean base for mechanical or chemical roughening.
Mechanical Grinding
Sandblasting
Goal: Achieve a suitably rough surface to ensure the precious metal slurry “grips” the substrate at a microscopic level, enhancing coating adhesion and durability.

2. Soaking and Process Control
3. Neutralization and Rinsing
Goal: Deeply clean oxidation layers and hidden contaminants, activating the titanium surface for a strong bond with the precious metal coating.
Drying
Visual and Roughness Inspection
Cleanliness Testing (Optional)
Goal: Guarantee each titanium substrate meets roughness and cleanliness standards before applying the precious metal coating.
Our extensive experience in titanium anode production shows that every successful precious metal coating starts with robust surface pre-treatment. Properly following the “Cleaning/Degreasing → Roughening → Acid Activation → Drying/Inspection” process improves coating adhesion, corrosion resistance, and product lifespan.
If you have any questions about titanium anode production or surface pre-treatment techniques, feel free to reach out. We look forward to collaborating with you to deliver high-quality, long-lasting titanium anode products that offer stable and reliable performance for your applications.
In titanium anode manufacturing, surface pre-treatment is the foundation for successful precious metal coating. Poor or excessive pre-treatment can cause major issues in the coating process, leading to quality failures and financial losses. At Ehisen, we ensure every step of pre-treatment is precise to guarantee high-quality results.
| Problem | Cause | Effect on Coating | Impact on Performance |
|---|---|---|---|
| Incomplete Cleaning | Residual oil, dirt, or dust on the titanium surface | Weak adhesion, causing the coating to peel | Reduced durability and faster corrosion |
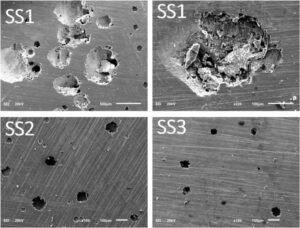
| Uneven Sandblasting | Inconsistent roughness or insufficient roughening | Uneven coating thickness, weak mechanical bonding | Coating detachment, lower efficiency |
| Excessive Sandblasting | Overly rough surface due to high pressure or grit size | Poor coating uniformity, localized thickness issues | Stress concentration, shorter product lifespan |
| Under-Acid Washing | Residual oxidation or contaminants | Poor adhesion, bubbles, or layer separation | Lower durability, early failure |
| Excessive Acid Washing | Overly dissolved surface, thinner substrate | Weak bonding, reduced mechanical strength | Cracks or failure under load |
| Insufficient Drying | Moisture left on the surface | Bubbles and uneven coating | Adhesion problems, increased risk of peeling |
| Lack of Inspection | No checks for cleanliness, roughness, or defects | Undetected surface flaws lead to inconsistent quality | Unstable performance and unpredictable results |

Overly Rough Surfaces
Excessive sandblasting creates highly rough surfaces. While it improves bonding strength, it makes it difficult to achieve an even coating, leading to areas with uneven thickness. This reduces the overall lifespan of the titanium anode.
Reduced Structural Integrity
Excessive acid washing can thin the substrate, compromising its mechanical strength and making it prone to cracking during use.
Increased Coating Defects
Overly aggressive pre-treatment may introduce stress points or defects in the surface, causing bubbles or cracks in the final coating.
Controlled Surface Roughness
At Ehisen, we balance adhesion and coating uniformity by precisely controlling sandblasting parameters, ensuring optimal roughness (Ra values).
Comprehensive Inspections
Every titanium substrate undergoes rigorous checks for cleanliness, roughness, and uniformity before moving to the coating stage. Any issues are resolved to prevent defects later.
Batch Confirmation Before Coating
We ensure that all pre-treatment steps meet standards before starting the precious metal coating process, avoiding costly post-coating failures.
Detailed Process Records
We maintain full records of each step, including cleaning, sandblasting, acid washing, and drying, for complete traceability and transparency.
Collaborative Testing
Ehisen works with clients to simulate real-world applications and verify product quality, reducing risks and ensuring consistency.
Pre-treatment is the only stage where problems can be effectively corrected. Any issues carried into the coating phase can result in complete order failure. Ehisen prevents this by verifying and perfecting every step before coating, saving costs and ensuring reliable, long-lasting products.
Choosing Ehisen means choosing expertise, precision, and quality. Our meticulous approach to surface pre-treatment ensures your titanium anodes deliver top-tier performance and longevity. Contact us today to discuss your needs and discover how we can support your projects!
In our production and after-sales services at Ehisen, we often receive questions about precious metal coatings on titanium anodes, such as uneven coating thickness, peeling, contamination, weak adhesion, and color spots. Based on extensive hands-on experience and R&D results, we’ve found that many of these issues trace back to mistakes or oversights in the pre-treatment stage. Below, we analyze common coating flaws and offer practical solutions to improve both coating quality and service life.
Uneven Coating Thickness
 Coating Peeling
Coating Peeling
Coating Contamination
Weak Coating Adhesion
Color Spots
From our manufacturing and customer feedback, we see that controlling the quality of each pre-treatment step is crucial to preventing coating flaws.
Incomplete or Uneven Acid/Alkaline Washing
Improper Sandblasting/Polishing
 Insufficient Cleaning and Neutralization
Insufficient Cleaning and Neutralization
Poor Primer/Undercoat Process
Customized Acid/Alkaline Washing
Standardized Sandblasting/Polishing
Multiple-Stage Cleaning and Proper Neutralization
Careful Primer/Undercoat Design
Implement a Pre-Treatment Quality Tracking System
Problems like uneven thickness, peeling, contamination, weak adhesion, or color spots can often be traced back to oversights in pre-treatment. Through years of production and R&D, Ehisen understands how critical it is to fine-tune acid/alkaline washing, surface preparation, cleaning/neutralization, and undercoating for a robust and long-lasting precious metal finish.
Our Commitment:
If you have specific demands or want to explore a certain coating in greater depth, feel free to reach out to us at any time. We’re eager to collaborate, supporting you in raising production standards and expanding the possibilities for titanium anode applications.
In titanium anode manufacturing, the choice of coating method—brushing, electroplating, or PVD—directly affects the surface pre-treatment process. As a buyer, you may wonder how these methods influence surface preparation and what steps are necessary to ensure the best results. Here, we explain the impact of each coating process on pre-treatment and how Ehisen ensures top-quality outcomes.
| Coating Method | Key Pre-Treatment Requirements | What You Should Ask | Our Commitment |
|---|---|---|---|
| Brushing | Cleanliness and moderate roughness | – Is the surface completely free of oil and particles?- Is the roughness uniform and within range? | – We use ultrasonic cleaning and precise sandblasting to achieve 0.8–1.2 μm roughness for optimal adhesion. |
| Electroplating | Conductivity and oxide removal | – Has the oxide layer been fully removed?- Is the surface conductive? | – We use HF+HNO₃ acid washing to remove oxides and test conductivity to ensure even coating. |
| PVD | High cleanliness and smoothness | – Is the surface completely clean and free of particles?- Is the surface smooth enough? | – Multi-stage cleaning and fine polishing ensure a particle-free, smooth surface ready for PVD. |

Process Features:
Brushing involves applying a solution of precious metal compounds onto the titanium surface, followed by high-temperature decomposition to form a dense coating.
Common Issues:
Our Solution:
We ensure complete cleaning with ultrasonic methods and control surface roughness through precision sandblasting for strong and even coating adhesion.
Process Features:
Electroplating deposits precious metal ions onto the titanium surface using an electrochemical reaction, forming a uniform coating.
Common Issues:
Our Solution:
We use HF+HNO₃ acid washing to fully remove oxide layers and test conductivity to ensure consistent and defect-free coatings.
Process Features:
PVD creates a thin, uniform coating by depositing precious metals in a vapor or plasma state onto the titanium surface in a vacuum.
Common Issues:
Our Solution:
We implement multi-stage cleaning to remove all contaminants and use fine polishing to ensure smooth, defect-free surfaces that meet PVD standards.
1.Gradual Sandblasting:
 2.Thorough Acid Washing and Rinsing:
2.Thorough Acid Washing and Rinsing:
3.Comprehensive Inspections:
At Ehisen, we understand that surface pre-treatment is critical for successful coating and long-lasting titanium anodes. With our systematic approach, rigorous quality control, and precise adjustments, we ensure every titanium substrate is perfectly prepared for the coating process.
If you have any questions about surface pre-treatment or need customized solutions, feel free to contact us. Ehisen is here to provide professional and efficient support to ensure your project’s success!
In titanium anode production, pre-treatment is crucial for ensuring good adhesion, uniformity, and service life of the precious metal coating. However, if the pre-treatment process is not well-controlled, localized corrosion, uneven acid etching, or other surface abnormalities (such as spotting or over-etching) can weaken coating adhesion and lead to peeling or shorter product life.
Unstable Acid Parameters
Improper Mechanical Processing
Incomplete Rinsing and Neutralization
Inadequate Process Monitoring
On-site Inspection and Sample Testing
Customized Pre-Treatment Parameters

Repairing Local Corrosion
Comprehensive Process Review and Standardization

Continuous Parameter Monitoring
Process Records and Traceability
Remote Technical Support
On-Site Guidance and Training
Regular Follow-Up and Process Upgrades
Testing and Certification Assistance
Extensive Practical Experience
Complete Quality Control
Data-Driven Decisions
Ongoing Support
In Summary
When localized corrosion or surface abnormalities occur during pre-treatment, we provide a comprehensive, step-by-step strategy—spanning rapid diagnosis, precise parameter adjustments, monitoring systems, and ongoing improvements. By combining proven techniques with data-driven insights, we ensure a smooth pre-treatment process, a stable coating, and long-term anode performance. If you have any questions or need more details, please feel free to contact us. We’re ready to be your reliable partner in titanium anode production, helping you deliver high-quality and high-value products.
Below is a concise English version of the discussion, focusing on reducing long-term maintenance costs and extending titanium anode service life by optimizing the pre-treatment process. We’ve minimized repetition from previous content and emphasized practical, effective solutions:
Combining Multiple Methods to Strengthen Surface Purity
Monitoring Key Parameters to Avoid Unpredictable Fluctuations
Purpose of the Intermediate Layer

Typical Intermediate Layer Options
Logic Behind Prolonging Service Life
Data Management for Precise Coating Control
Testing and Iteration
Minimizing Frequent Dismantling Caused by “Coating Peel-Off”

Facilitating Precious Metal Re-Coating to Extend Anode Life
Maintaining Operational Efficiency with Fewer Shutdowns
Pre-Treatment Process Training
Continuous Monitoring and Evaluation
Re-Coating and Refurbishing
By applying multi-step surface cleaning and mechanical processing in the pre-treatment phase, along with carefully selected intermediate layers, you can greatly improve coating adhesion and uniformity—avoiding partial delamination and frequent maintenance shutdowns. Combined with data-driven monitoring and tailored R&D, we can help you reduce “long-term maintenance costs” while extending your anodes’ “overall service life.” We welcome further discussions to build a high-quality, low-maintenance, and high-efficiency titanium anode environment together.
At present, most titanium anode pre-treatment processes still use traditional methods like acid washing, sandblasting, and priming. However, as application scenarios and production needs evolve, Ehisen’s R&D team is actively exploring next-generation solutions such as plasma pre-treatment, ultrasonic cleaning enhancement, and micro/nano transition layers. Please note that these advanced concepts and technologies are currently at the pilot or experimental stage and are not yet fully implemented. We’re sharing our vision and direction for titanium anode pre-treatment to help you understand potential optimization paths for the future.
Acid/Alkaline Washing
Mechanical Sandblasting/Polishing
Cleaning and Neutralization
Initial Coating/Priming
Plasma (Plasma-Assisted) Pre-Treatment
Ultrasonic Cleaning Enhancement
Micro/Nano Transition Layer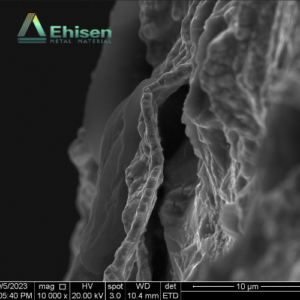
Online Sensing and Intelligent Monitoring

Improving Efficiency and Automation
Extending Service Life and Cutting Overall Costs
Green, Sustainable Development
Multi-Disciplinary Team and Deep Collaboration

Pilot Platform and Rapid Iteration
Patent Strategy and Industry Alliances
Comprehensive After-Sales and Technology Upgrade Path
Ehisen’s ongoing R&D work in titanium anode pre-treatment not only aims to address common challenges in acid washing, sandblasting, cleaning, and priming, but also pursues advanced solutions like plasma, ultrasonics, micro/nano transition layers, and intelligent monitoring. We recognize that some of these ideas are still under pilot testing or evaluation. Yet we believe these forward-looking studies will gradually materialize, helping you optimize efficiency, extend service life, and achieve more sustainable operations in the near future. We welcome opportunities to discuss your specific requirements, so we can jointly drive new advancements in titanium anode applications.