

Iridium-Tantalum Titanium Anode
Iridium-Tantalum titanium anodes provide outstanding corrosion resistance and catalytic efficiency, excelling in oxygen evolution reactions (OER). Designed for high current densities and corrosive conditions, they are widely used in hydrogen production, industrial oxidation, and precious metal recovery. Optimized coating formulas extend service life, enhance stability, and reduce operating costs, ensuring consistent performance in demanding environments.
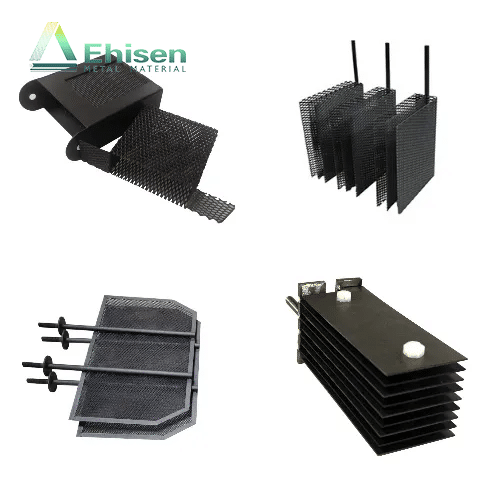
Ruthenium-Iridium Titanium Anode
Ruthenium-Iridium titanium anodes are designed with a balanced coating blend, offering superior performance for chlorine evolution reactions (CER). These anodes are ideal for chlor-alkali production, electroplating, and wastewater treatment. Featuring high corrosion resistance and energy efficiency, they provide long-lasting, reliable service, even in harsh industrial conditions, with tailored formulas that enhance stability and lifespan.
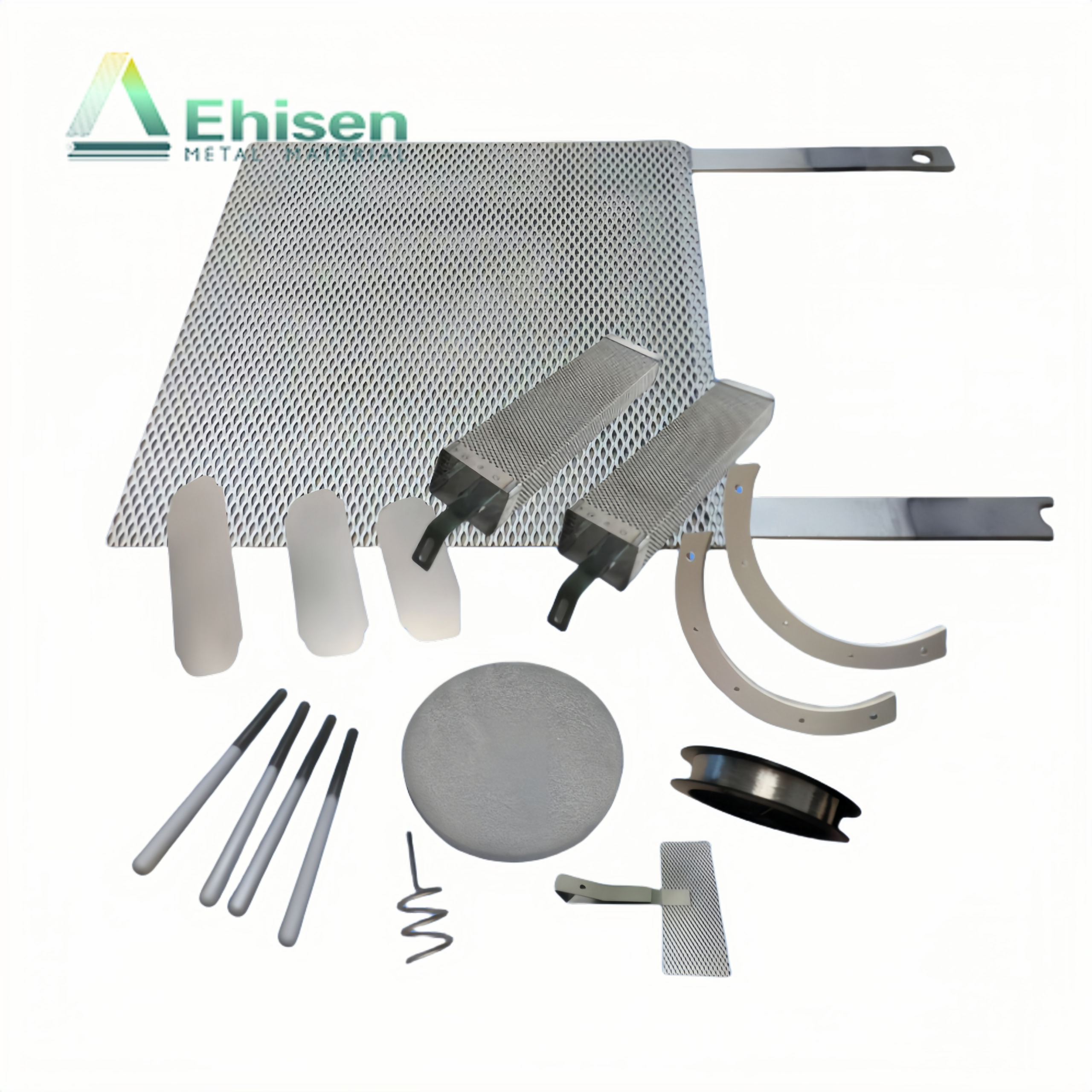
Platinum-Coated Titanium Anode
Platinum-coated titanium anodes are engineered for applications requiring high chemical stability and corrosion resistance. Suitable for oxygen and hydrogen evolution reactions, they are widely used in electronic plating, semiconductor manufacturing, and marine engineering. With precise platinum coatings, these anodes deliver excellent conductivity, long service life, and superior performance for precision-driven industries.
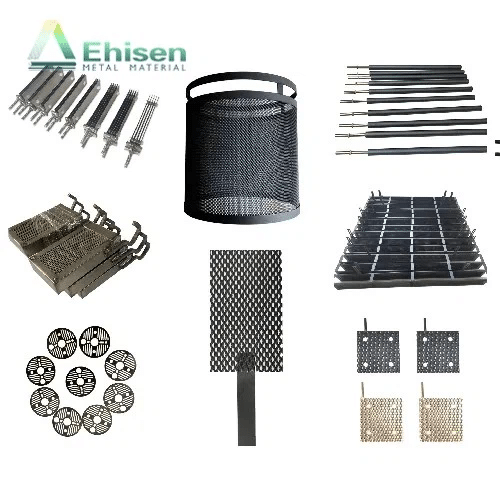
MMO Titanium Anode
MMO (Mixed Metal Oxide) titanium anodes combine multiple metal oxides for exceptional performance in hydrogen evolution reactions (HER) and cathodic protection. Commonly used in corrosion protection systems, chlorine generators, and wastewater treatment, these anodes feature strong adhesion, corrosion resistance, and low maintenance. Optimized coatings improve efficiency and reliability, offering cost-effective solutions for industrial applications.



Dr. Miao
Technical Director of Ehisen



Spencer Xu
CEO of Ehisen
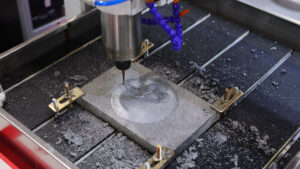
1. Waterjet Cutting

Features:
- Uses high-pressure water (sometimes mixed with abrasives) for cutting, leaving no heat-affected zone (HAZ).
- Ideal for cutting complex shapes and materials sensitive to heat.
Precision:
- Cutting Accuracy: ±0.1~0.2mm
- High edge quality with minimal burrs, though minor post-processing may be required.
Market Price:
- Cost Range: $15~$30/hour, depending on thickness and complexity.
Applications:
- Suitable for a wide range of thicknesses, including very thick titanium materials (up to 200mm).
- Often used in aerospace and medical applications where material performance is critical.
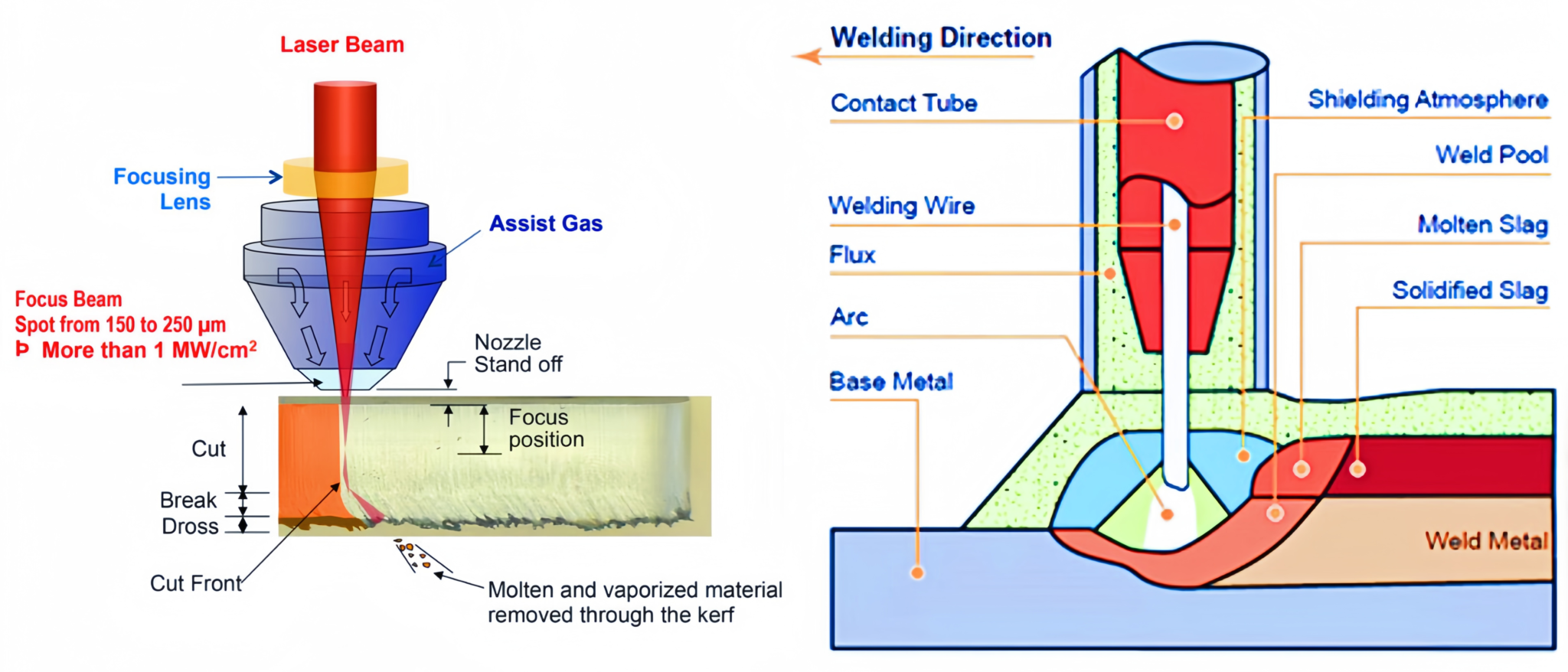
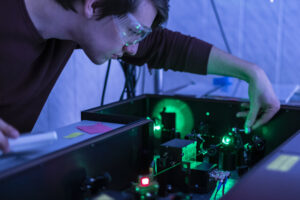
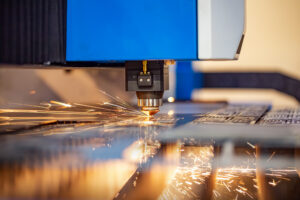
2. Laser Cutting

Features:
- Uses a high-energy laser beam to melt or vaporize material for precise cutting.
- Fast processing speed, suitable for large-scale production.
Precision:
- Cutting Accuracy: ±0.03~0.1mm
- Extremely smooth edges, though slight thermal deformation may occur for thicker materials.
Market Price:
- Cost Range: $7~$22/hour, influenced by laser power and material thickness.
Applications:
- Ideal for thin titanium sheets (usually less than 10mm).
- Common in industries requiring high precision, such as electronics and precision instruments.
3. Wire Electrical Discharge Machining (EDM)
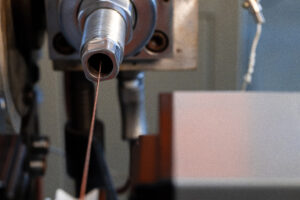
Features:
- Uses electrical discharges to erode material without applying mechanical force.
- Highly precise but slower cutting speed.
Precision:
- Cutting Accuracy: ±0.01~0.05mm
- Burr-free edges with excellent surface quality.
Market Price:
- Cost Range: $22~$45/hour, depending on shape complexity and material thickness.
Applications:
- Used for small precision parts or high-value materials.
- Suitable for cutting thicker titanium, particularly for complex inner holes or intricate shapes.
4. Saw Cutting

Features:
- Uses band saws or circular saws for mechanical cutting, offering a low-cost solution.
- Requires minimal equipment, suitable for initial processing.
Precision:
- Cutting Accuracy: ±0.5~1mm
- Edges are rougher and may require additional processing.
Market Price:
- Cost Range: $5~$12/hour, making it the most economical cutting option.
Applications:
- Primarily used for rough cuts in large sizes during initial processing.
- Suitable for applications where precision is less critical.
5. EDM (Non-Wire)
Features:
- Uses electrical sparks to cut conductive titanium materials.
- Offers extremely high precision but is a more complex process.
Precision:
- Cutting Accuracy: ±0.01~0.03mm
- Produces very smooth edges without requiring additional post-processing.
Market Price:
- Cost Range: $30~$60/hour, varying with equipment and complexity.
Applications:
- Ideal for cutting high-hardness or intricate titanium shapes.
- Used in scenarios requiring superior surface quality.
Comparison of Cutting Techniques: Precision and Market Price
| Cutting Method | Accuracy Range | Market Price ($/hour) | Edge Quality | Applicable Thickness | Heat-Affected Zone |
|---|---|---|---|---|---|
| Waterjet Cutting | ±0.1~0.2mm | $15~$30 | Clean edges, minimal burrs | 0.1~200mm | None |
| Laser Cutting | ±0.03~0.1mm | $7~$22 | Smooth, minor thermal effect | <10mm | Yes |
| Wire EDM | ±0.01~0.05mm | $22~$45 | Burr-free, high polish | >0.5mm | None |
| Saw Cutting | ±0.5~1mm | $5~$12 | Rough, requires finishing | >5mm | None |
| EDM (Non-Wire) | ±0.01~0.03mm | $30~$60 | Very smooth, no post-process | >1mm | None |
Recommendations
Consider budget, precision requirements, and application scenarios when choosing the most suitable cutting method:
- For precision parts, opt for Wire EDM or EDM (Non-Wire).
- For high-thickness materials or heat-sensitive applications, choose Waterjet Cutting.
- For cost-effective initial processing, Saw Cutting is the best choice.
By understanding the precision and cost of different methods, you can better evaluate supplier quotes and ensure efficient procurement. If you have specific needs, let’s discuss further!
When evaluating titanium cutting processes, understanding the methods to measure cutting accuracy and surface flatness is essential. Different cutting techniques may require specific measurement methods due to their unique characteristics. Below are common approaches to testing these parameters, along with their applicability to various cutting methods:
1. Methods for Measuring Cutting Accuracy

Cutting accuracy determines how closely the cut matches the design dimensions. Common methods include:
a. Coordinate Measuring Machine (CMM)
- Uses a probe to measure the 3D dimensions of the workpiece and assess the geometric accuracy of the cut edges.
- Accuracy Range: ±0.001mm, ideal for high-precision parts.
- Applicable Cutting Methods: Laser cutting, wire EDM, EDM, sawing, etc.
b. Laser Interferometer
- Measures deviations in cutting dimensions using laser interference, particularly suitable for straight-line cuts.
- Accuracy Range: ±0.01mm.
- Applicable Cutting Methods: Waterjet cutting, laser cutting.
c. Manual Measuring Tools (Calipers, Micrometers)
- Cost-effective and practical for low-precision requirements.
- Accuracy Range: ±0.05~0.1mm.
- Applicable Cutting Methods: Saw cutting, waterjet cutting.
2. Methods for Measuring Surface Flatness

The flatness of the cutting surface directly affects subsequent processing and assembly. Common testing methods include:
a. Surface Roughness Tester
- Measures the roughness of the cut surface (Ra value) to evaluate its smoothness.
- Accuracy Range: 0.001μm, suitable for high-quality surface requirements.
- Applicable Cutting Methods: Laser cutting, wire EDM, EDM.
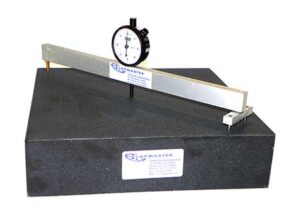
b. Flatness Gauge
Detects the flatness of the cutting surface through physical contact or optical measurement.
- Accuracy Range: ±0.01mm.
- Applicable Cutting Methods: Waterjet cutting, sawing.
c. Optical Microscope
- Magnifies the cut surface to observe microstructures, identifying cracks, burrs, or other defects.
- Applicable Cutting Methods: Laser cutting, EDM.
d. 3D Scanner
- Uses laser or optical scanning to create a 3D model of the cutting surface, visually displaying flatness deviations.
- Applicable Cutting Methods: Laser cutting, waterjet cutting.
3. Comparison of Testing Methods for Different Cutting Techniques
| Cutting Method | Applicable Testing Methods | Testing Accuracy | Key Characteristics |
|---|---|---|---|
| Waterjet Cutting | CMM, Laser Interferometer, Flatness Gauge | ±0.01~0.1mm | Smooth edges, may require roughness or thickness deviation detection. |
| Laser Cutting | CMM, Surface Roughness Tester, 3D Scanner | ±0.001~0.03mm | High precision; thermal deformation may need specific attention. |
| Wire EDM | CMM, Surface Roughness Tester, Optical Microscope | ±0.001~0.05mm | Extremely smooth surfaces, focusing on geometric accuracy and detail quality. |
| Saw Cutting | Manual Measuring Tools, Flatness Gauge | ±0.05~0.5mm | Cost-effective testing for dimensions and basic flatness in rough cuts. |
| EDM (Non-Wire) | CMM, Surface Roughness Tester, Optical Microscope | ±0.001~0.03mm | Extremely high precision; focus on smoothness and defect-free surfaces. |
4. Summary of Detection Methods by Cutting Technique
- High-Precision Cutting (e.g., Laser Cutting, Wire EDM): Use CMM, surface roughness testers, or 3D scanners to ensure both dimensional and surface accuracy.
- Mass Production (e.g., Saw Cutting, Waterjet Cutting): Quick measurements using flatness gauges or manual tools are more cost-effective.
- Special Processing (e.g., EDM): Optical microscopes and surface roughness testers are essential for ensuring defect-free surfaces.
Conclusion
Different cutting methods require appropriate testing techniques to ensure quality. High-precision and high-quality titanium cutting may involve more complex and costly detection methods, while rough cuts are better suited for economical and rapid testing. By selecting the right testing approach, you can effectively ensure cutting accuracy and surface flatness while managing costs. If you have more specific requirements, we can discuss further!
In titanium cutting processes, preventing material damage and minimizing heat-affected zones (HAZ) are crucial for ensuring product quality. Below are some common issues encountered during cutting and their corresponding solutions:
1. Heat-Affected Zone (HAZ)
Issue:
HAZ occurs due to high-temperature cutting methods (e.g., laser or plasma cutting), leading to changes in the material’s local properties. Common problems include:
Localized softening or hardening of the material.
Increased residual stress, causing cracks or deformation.
Surface oxidation or burning, affecting subsequent processing and performance.
Solutions:
Select Appropriate Cutting Methods: Use non-thermal methods such as waterjet cutting or wire EDM to avoid HAZ.
Optimize Cutting Parameters: Lower cutting power and increase speed to reduce heat concentration.
Use Cooling Techniques: Introduce water or air cooling during cutting to lower surface temperatures.
Surface Protection Treatments: Apply anti-oxidation coatings before cutting to mitigate high-temperature oxidation.
2. Edge Burrs and Roughness
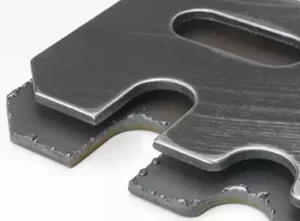
Issue:
Mechanical cutting (e.g., sawing) or laser cutting may produce burrs or rough edges, increasing the difficulty of subsequent processing.
Solutions:
Adjust Cutting Parameters: Increase cutting speed or reduce feed force to minimize burr formation.
Choose Suitable Methods: Opt for laser or waterjet cutting for smoother edges.
Post-Processing: Use deburring tools or mechanical polishing to improve edge quality.
3. Material Deformation
Issue:

Heat stress or mechanical stress during cutting can cause warping, deformation, or dimensional inaccuracies, particularly with thin titanium sheets.
Solutions:
Reduce Heat Stress: Employ low-heat-input cutting methods such as waterjet cutting or segmental cooling during cutting.
Optimize Clamping: Use uniform clamping tools to prevent uneven forces causing deformation.
Gradual Cutting: For larger or thinner materials, use step-by-step cutting strategies to avoid warping.
4. Surface Oxidation
Issue:
High-temperature cutting methods (e.g., laser or plasma cutting) can cause surface oxidation, forming oxide layers that affect weldability and corrosion resistance.
Solutions:
Inert Gas Shielding: Introduce argon or nitrogen during cutting to isolate oxygen.
Lower Cutting Temperature: Use low-temperature methods like waterjet or wire EDM.
Post-Treatment: Perform acid cleaning or sandblasting to remove oxide layers.

5. Cutting Accuracy Issues
Issue:
Dimensional deviations during cutting affect assembly and functionality. Common causes include poorly calibrated equipment or improper cutting path planning.
Solutions:
Calibrate Equipment: Regularly calibrate cutting equipment to ensure operational accuracy.
Use High-Precision Methods: Employ wire EDM or laser cutting for superior cutting accuracy.
Optimize Path Planning: Utilize CAD/CAM software for precise cutting path design.
6. Cutting Speed and Efficiency
Issue:
Excessively slow cutting reduces productivity, while overly fast cutting may compromise quality or damage equipment.
Solutions:
Optimize Parameters: Balance cutting speed and power based on material thickness and cutting method.
Automation: Use automated cutting systems to improve efficiency and consistency.
Batch Testing: Conduct sample testing to identify the best parameter combination before production.
How can I provide information to avoid problems with titanium cutting?
To address and avoid these cutting challenges effectively, here’s how procurement professionals can collaborate with suppliers:
Provide Detailed Requirements: Share specific dimensions, tolerances, and quality expectations upfront to help suppliers choose the most suitable cutting method and parameters.
Request Process Transparency: Ask suppliers to outline their cutting processes and parameters to ensure alignment with your needs.
Conduct Sample Testing: Arrange for pre-production sample testing to verify cutting quality and address any potential issues early.
Evaluate Supplier Expertise: Partner with suppliers who have proven experience and advanced equipment for titanium cutting.
Discuss Material Handling: Ensure suppliers have strategies in place to minimize deformation, oxidation, or burr formation during cutting.
Request Certifications and Reports: Ask for quality inspection reports or certifications to verify the accuracy and surface quality of the cuts.
At Ehisen, our laser cutting machines are designed specifically for the titanium products we produce. While most companies don’t have all cutting equipment in-house, we work with trusted industry partners who can offer a range of cutting solutions. This collaboration ensures we find the most suitable method for your order, minimizing issues and ensuring smooth processing.
The cutting process of titanium plays a critical role in determining the efficiency and quality of subsequent titanium anode production. Here’s how:
1. Dimensional Accuracy
- Impact: Inaccurate cutting can lead to misaligned parts, affecting the assembly of anodes and reducing their performance.
- Solution: Precise cutting methods, like laser cutting, ensure components fit together seamlessly, enhancing the anode’s structural stability.
2. Surface Quality
- Impact: Poorly finished edges with burrs or roughness can disrupt coating processes, leading to uneven or weak coatings on the anode.
- Solution: High-quality cutting ensures smooth edges, reducing the need for additional surface treatment and improving coating adhesion.
3. Heat-Affected Zones (HAZ)
- Impact: Cutting processes that generate heat can alter the titanium’s microstructure, affecting its mechanical properties and coating performance.
- Solution: Non-thermal methods like waterjet cutting or optimized laser cutting with cooling systems minimize HAZ, preserving material integrity.
4. Material Utilization
- Impact: Excessive waste during cutting increases production costs and may limit material availability for downstream processes.
- Solution: Efficient cutting techniques reduce material waste, optimizing raw material usage for anode production.
5. Compatibility with Welding
- Impact: Titanium parts with poor edge quality or misalignment can lead to weak welds during anode assembly, compromising durability.
- Solution: Precision cutting ensures clean, well-aligned edges, improving welding efficiency and strength.
6. Influence on Coating Processes
- Impact: Uneven surfaces or dimensional inconsistencies from cutting can result in non-uniform coatings, affecting the anode’s performance.
- Solution: Accurate cutting with smooth finishes provides a consistent base, critical for uniform and durable coatings.
Ehisen’s Commitment
At Ehisen, we focus on precision cutting tailored to titanium anode manufacturing needs. Our expertise ensures that the cutting process enhances downstream manufacturing efficiency, guarantees material integrity, and delivers high-performance anodes for your projects.
For titanium anode products, welding is a critical process that directly affects product quality, durability, and performance. Below is an overview of titanium welding processes, equipment, precision, and market pricing tailored to address the key concerns of titanium anode purchasers.
1. Common Titanium Welding Methods
Tungsten Inert Gas (TIG) Welding

Features: Utilizes a tungsten electrode and inert gas (usually argon) to shield the weld area, preventing oxidation. Commonly used for thin titanium materials.
Filler Material: Requires titanium welding wire as filler, especially for bridging gaps or enhancing weld strength.
Precision: High, producing clean and precise welds.
Application: Ideal for small, detailed welds on titanium anodes.
Plasma Arc Welding (PAW)
Features: Uses a focused plasma arc for welding, offering deeper penetration and higher stability. Suitable for thicker materials.
Filler Material: Typically uses titanium welding wire for enhanced strength and durability in thicker sections.
Precision: Very high, suitable for complex or high-strength applications.
Application: Often used for larger titanium anode components.
Electron Beam Welding (EBW)

Features: Employs a high-energy electron beam in a vacuum to join materials with exceptional precision.
Filler Material: Self-fusing; does not require additional welding wire due to its high-energy focus and vacuum conditions.
Precision: Extremely high, with minimal distortion and a narrow heat-affected zone (HAZ).
Application: Used in applications requiring ultra-high precision and strength.
Laser Beam Welding (LBW)

Features: Uses a high-powered laser beam to create precise, high-strength welds with minimal thermal distortion.
Filler Material: Self-fusing in most cases, though filler wire can be used for specific applications requiring additional material.
Precision: Excellent, with tight control over weld dimensions.
Application: Ideal for automated welding in mass production of titanium anode components.
2. Equipment Used in Titanium Welding
Welding Machines: TIG, PAW, EBW, and LBW machines, often automated for consistent quality.
Weld Testing Tools: Helium leak detectors, X-ray inspection, ultrasonic testing equipment. These ensure the weld’s structural integrity and leak-proof performance.
Protective Equipment: Inert gas shielding systems to prevent oxidation during welding, critical for maintaining titanium’s corrosion resistance.
3. Market Pricing for Titanium Welding
Market prices for titanium welding vary depending on the process complexity and precision required:
TIG Welding: $10~$20 per joint, affordable and widely available.
PAW Welding: $20~$40 per joint, higher cost due to deeper penetration capability.
EBW Welding: $50~$100 per joint, premium pricing for ultra-precise applications.
LBW Welding: $40~$80 per joint, often used for automated and high-precision tasks.
Costs may also include post-weld testing and finishing to meet specific quality requirements.
By understanding titanium welding methods, equipment, and cost structures, titanium anode purchasers can better evaluate supplier capabilities and ensure their requirements for quality and durability are met. Let us know if you’d like to explore specific welding solutions for your titanium anode needs!
Regarding Key Welding Protection Measures
Oxidation Prevention:

We utilize high-purity argon gas (99.999%) for double-sided protection of the weld area, ensuring no oxidation occurs during the welding process.
For large-scale workpieces requiring extensive protection, we use protective shields to fill the welding area with inert gas.
For complex-shaped titanium components, we employ specialized tools to achieve 360° protection, preventing any risk of oxidation.
Heat-Affected Zone (HAZ) Control:

We strictly control welding parameters (e.g., current, welding speed, and heat input) and use step-by-step welding when necessary to minimize thermal distortion.
To prevent overheating, we monitor temperatures in real-time during welding and use natural cooling or gas cooling after completion.
Environmental Control:
Our welding workshops meet cleanliness standards for titanium welding to prevent contamination. For special requirements, we can perform welding in a vacuum chamber or argon-protected enclosure.
Regarding Post-Welding Inspection Methods
Weld Integrity Testing:

We use a helium leak detector for leak testing, with a sensitivity of up to 1×10⁻¹⁰ Pa·㎡/s, ensuring the weld’s airtightness.
For products with higher safety requirements, we employ X-ray inspection to check for internal defects such as pores or cracks.
Additionally, hydrostatic pressure testing is performed to verify the weld’s strength and leak resistance under simulated operational conditions, ensuring reliability in high-pressure environments.
Mechanical Performance Testing:
Weld seams undergo tensile and bending tests to ensure they meet strength requirements.
Hardness tests are conducted to evaluate whether the welded areas maintain mechanical properties consistent with the base material.
If requested by the client, we can produce an additional sample piece for independent testing to verify performance.
Surface Inspection:
Welds are subjected to dye penetrant testing (PT) to detect surface cracks or flaws.
To ensure the adhesion quality of subsequent precious metal coatings, weld seams are polished to remove any burrs or surface imperfections.
Regarding How Welding Quality Is Ensured
Personnel Certification:
All our welders hold certificates issued by local professional training institutions, ensuring they meet industry standards.
Welders undergo regular skill enhancement programs to stay updated with the latest welding technologies and techniques.
Equipment Assurance:
We utilize advanced automated welding equipment (e.g., TIG welding robots) to reduce human error and ensure consistent weld quality.
All equipment is calibrated regularly, and backup systems are in place to ensure uninterrupted production.
Process Control:

Every project is assigned a detailed welding procedure specification (WPS), recording welding parameters, protective measures, and inspection requirements to ensure compliance with standards.
Real-time data is recorded during the welding process for traceability and future improvements.
Batch Consistency:
For batch production, we use automated equipment to ensure uniform weld quality across all products.
Weld seams are regularly inspected through sampling to confirm that each batch meets the required quality standards.
Summary
We ensure the welding quality of every titanium anode product through advanced protection measures, comprehensive inspection methods, and rigorous quality management processes. This systematic approach not only enhances product reliability but also ensures consistency in mass production.
Titanium welding, while essential for producing high-quality titanium anode products, presents unique challenges due to titanium’s reactivity and physical properties. Below, we outline common issues, their solutions, and strategies to mitigate risks during the welding process.
1. Common Issues in Titanium Welding
1.1 Oxidation During Welding

- Problem: Titanium reacts easily with oxygen, nitrogen, and hydrogen at high temperatures, leading to oxidation or embrittlement in the weld zone. This results in weaker welds and compromised corrosion resistance.
- Solution:
- Use high-purity inert gases (e.g., argon or helium) for shielding, ensuring the weld zone is fully protected.
- Implement double-sided shielding for complete coverage, particularly for thin titanium sheets.
- Use trailing shields or chambers for large or complex components.
1.2 Heat-Affected Zone (HAZ) Deformation
- Problem: Excessive heat input can cause deformation, stress concentrations, or grain growth in the HAZ, leading to weaker weld seams.
- Solution:
- Optimize welding parameters (e.g., reduce current or increase travel speed) to minimize heat input.
- Use pulsed welding techniques for better control over thermal input.
- Preheat thicker titanium components to reduce thermal gradients and post-weld cooling rates.
1.3 Porosity in Weld Seams
- Problem: Porosity occurs when gas bubbles are trapped in the weld pool, often caused by insufficient shielding or contaminants on the material surface.
- Solution:
- Ensure all surfaces are thoroughly cleaned before welding, removing grease, oil, and oxides.
- Maintain constant and sufficient gas flow rates during welding.
- Use high-quality titanium filler wire and ensure it is free of contaminants.
1.4 Weld Cracking
- Problem: Cracking can result from rapid cooling, excessive stress, or impurities in the weld zone. This compromises weld integrity and product durability.
- Solution:
- Implement preheating and controlled cooling processes to reduce thermal stress.
- Use welding wire that matches the base material’s composition and properties.
- Minimize residual stresses through proper joint design and stress-relief treatments.
1.5 Contamination from Tooling or Environment
- Problem: Improper handling or environmental contamination introduces impurities into the weld area, causing defects or reduced performance.
- Solution:
- Ensure all welding tools are cleaned and designated for titanium use only.
- Perform welding in a controlled, clean environment to prevent airborne contamination.
- Use protective clothing and gloves to prevent oils or sweat from contacting the titanium surface.
2. Strategies to Mitigate Welding Issues
2.1 Advanced Equipment and Technology
- Use automated or robotic welding systems for consistency and precision, reducing human error.
- Employ advanced welding methods like electron beam welding (EBW) or laser beam welding (LBW) for high-precision applications with minimal thermal distortion.
2.2 Comprehensive Testing and Monitoring
- Perform real-time monitoring of welding parameters (e.g., temperature, gas flow) to ensure optimal conditions.
- Conduct post-weld inspections using X-ray or ultrasonic testing to identify and address hidden defects.
- Use helium leak testing for critical applications requiring airtight welds.
2.3 Process Optimization
- Develop detailed welding procedure specifications (WPS) tailored to each project, including parameter settings and quality checks.
- Perform trial welds or sample testing to validate processes before full-scale production.
- Incorporate stress-relief techniques like annealing for components exposed to repeated thermal cycles.
3. Preventative Measures for Avoiding Welding Issues
| Issue | Preventative Measure |
|---|---|
| Oxidation | Double-sided gas shielding, high-purity argon, trailing shields. |
| HAZ Deformation | Optimize heat input, use pulsed welding, preheat components. |
| Porosity | Clean surfaces thoroughly, maintain consistent gas flow, use pure filler wire. |
| Weld Cracking | Preheat components, match filler wire, control cooling rates. |
| Contamination | Use clean, titanium-specific tools; ensure clean working environment. |
4. Why Addressing These Issues Matters for Titanium Anodes
- Product Performance: Ensuring strong, defect-free welds enhances the durability and corrosion resistance of titanium anodes in harsh operating environments.
- Cost Efficiency: Avoiding rework and defects reduces production costs and improves delivery timelines.
- Coating Quality: Smooth, high-quality weld seams are essential for achieving uniform precious metal coatings.
Conclusion
By proactively addressing common welding challenges and implementing best practices, we ensure the highest standards for titanium anode manufacturing. If you have specific concerns or project requirements, we’re ready to provide tailored solutions to meet your needs.
Welding is a critical step in titanium anode manufacturing, directly influencing product performance, durability, and cost. Choosing the right welding method depends on factors such as the sequence of production processes, potential thermal impacts from repeated sintering, and the desired balance between quality and price. Below, we explore these aspects to help purchasers make informed decisions.
1. Key Factors Affecting Quality and Cost
Impact on Quality:
- Weld Strength: Ensuring robust welds is essential to prevent detachment or leakage in harsh electrolytic environments.
- Thermal Stability: Repeated sintering during coating processes can cause weld deformation, potentially compromising product performance.
- Surface Finish: Smooth, defect-free weld seams are crucial for even coating application.
Impact on Cost:
- Welding Complexity: Advanced methods like electron beam welding (EBW) are precise but costly, while TIG welding offers a cost-effective alternative for simpler designs.
- Post-Weld Treatments: Processes like polishing or additional testing increase overall costs but enhance quality.
- Process Sequence: Welding before or after coating affects the need for additional protections, influencing total expenses.
2. Choosing the Right Welding Method
Before or After Coating?
- Before Coating: Preferred for processes involving repeated sintering, as the coating layers are not exposed to thermal stress during welding. However, this requires welds to endure subsequent high-temperature sintering.
- After Coating: Suitable for products where precise coating coverage is critical, but special care must be taken to prevent welds from damaging the coating.
3. Comparative Overview of Welding Methods
| Welding Method | Impact on Quality | Impact on Cost | Best Applied |
|---|---|---|---|
| TIG Welding | High precision and strong welds; moderate thermal stress. | Low to Moderate | Thin components or standard designs. |
| Plasma Arc Welding (PAW) | Excellent for thicker materials; high weld stability. | Moderate to High | Large or complex structures. |
| Electron Beam Welding (EBW) | Extremely precise; minimal distortion but requires vacuum environment. | High | High-end, ultra-precise applications. |
| Laser Beam Welding (LBW) | High precision and speed; moderate thermal stress. | High | Mass production with tight tolerances. |
| Resistance Welding | Limited to certain joint types; may leave marks. | Low | Simple joints with lower strength needs. |
4. Recommendations for Titanium Anode Purchasers
Evaluate Product Requirements:
- For products undergoing repeated sintering, prioritize welding methods that minimize thermal deformation (e.g., EBW or PAW).
- For designs requiring uniform coating, ensure weld seams are smooth and defect-free.
Consider Production Sequence:
- If welding is performed before coating, use high-temperature-resistant methods to maintain weld integrity.
- If welding is done after coating, ensure that protective measures are in place to prevent coating damage.
Balance Quality and Cost:
- For premium-quality products, advanced methods like EBW or LBW ensure the highest precision.
- For standard applications, TIG welding offers a cost-effective solution without compromising reliability.
Conclusion
Understanding how welding affects titanium anode quality and cost allows you to make informed decisions that align with your production and budget goals. Choosing the right welding method and process sequence ensures optimal performance and durability for your titanium anode products.
If you have specific project requirements, feel free to reach out—we can provide tailored recommendations for your needs!
In titanium anode production, precise cutting and welding processes are essential. They directly impact product performance and cost control. We understand the challenges you face, such as maintaining strict angle tolerances during sintering, ensuring consistent welding quality, and balancing production costs. Here’s how we provide tailored solutions to simplify these complex issues and make collaboration more efficient:
1. Precision-Based Recommendations
Cutting and Welding Process Selection:
Our team analyzes your specific requirements, such as angle tolerances or joint strength, and recommends the most suitable cutting (e.g., laser, waterjet) and welding (e.g., TIG, PAW) techniques to achieve the best results while controlling costs.- Example: For a water treatment titanium anode order with a titanium mesh surrounded by titanium frame strips, we suggested cutting the mesh and frame to size, brushing and sintering them separately, and then welding them. This maintained coating integrity and reduced deformation from stress release after sintering. However, the client insisted on coating all surfaces, requiring cutting and welding before brushing and sintering. As a result, the titanium mesh and frame experienced different stress releases during sintering, causing warping. We had to remove the warped parts, flatten them, and re-weld, which increased costs and production time.
Prototype Validation:
Before mass production, we can create small prototypes that match the final design. For example, in a recent plating industry project, we produced a 50mm x 50mm prototype with a 30° bend angle, using the same cutting and welding parameters as the final product. This allowed us to simulate angle changes during sintering and optimize production parameters.
2. Efficient Problem Solving During Production
Comprehensive Technical Guidance:
Our experts provide full support in choosing the sequence of cutting, welding, and brushing processes to ensure smooth transitions. We help clients prioritize critical processes, such as completing cutting and welding before brushing and sintering, to reduce the impact of stress release.- Example: For an anode with a 45° bend angle, we recommended cutting and welding before coating and optimized welding parameters (current: 80A, welding speed: 150mm/min) to minimize deformation during high-temperature sintering. For cases where clients altered the sequence, we offered correction solutions to resolve welding deformation issues.
Preventative Solutions:
We focus on preventative measures, such as simulating the effects of processes before production. Thermal simulations predict angle deviations under specific sintering conditions, allowing us to adjust cutting and welding tolerances and refine the sequence based on post-sintering results to ensure the final product meets specifications.
3. Flexible Support Options
- Comprehensive Remote Support:
Our team is available via video calls, phone, or email to troubleshoot cutting precision and optimize welding strength in real time. - Pre-Production Simulation Services:
For critical projects, we offer simulation services to identify potential issues early. For example, in a batch of titanium anodes sintered at 750°C, simulations revealed a 0.5° angle deviation. We adjusted the initial cutting tolerance by 0.4mm to ensure accuracy in the final production.
4. Long-Term Collaboration for Process Improvement
- Post-Delivery Consulting Services:
After delivery, we continue to monitor how cutting, welding, and brushing processes impact the long-term performance of titanium anodes. - Ongoing Process Optimization:
We regularly provide updates and suggestions, such as optimizing welding parameters or jig designs, to improve batch consistency and reduce future order costs.
By focusing on the details of titanium cutting and welding, we simplify the production process and deliver precision, flexibility, and efficiency at every stage. Partnering with us means having a reliable team dedicated to ensuring your titanium anodes meet the highest standards in both performance and cost-effectiveness.
Let Us Solve Your Challenges Together
From maintaining angles to ensuring welding quality, we provide comprehensive, worry-free support for your titanium anode production. Contact us to explore how we can support your next project!
In titanium anode production, cutting and welding are critical processes that determine product quality. Our goal is to ensure every order is handled clearly and transparently, from initial communication to final delivery. Here’s a step-by-step explanation of how we manage your order:
1. Starting Your Order: What Do We Need to Know?
- What You Provide: Product drawings, target tolerances, material requirements, welding angles, or flatness specifications.
- What We Provide: Process analysis, optimization suggestions (e.g., laser or waterjet cutting? TIG or PAW welding?), and a preliminary production plan.
Example: A customer requested a welded frame with an angle tolerance of ±0.2°. We included a pre-treatment step in the process to minimize deformation caused by stress release during production.
2. Sample Stage: How Do We Ensure Accuracy Before Mass Production?
- What You Provide: Specific key parameters (e.g., priority on angle precision, welding strength, or flatness).
- What We Provide: Sample production and testing data, including cutting size accuracy, weld strength, and simulated angle changes after sintering.
Example: For a batch of titanium anode mesh, we created 100mm x 100mm samples to simulate how high-temperature sintering would affect welded frames. The results helped us adjust the welding sequence for better consistency.
3. Mass Production: How Do We Ensure Consistency?
- What You Provide: Batch consistency requirements and any special quality checks (e.g., online inspection or third-party validation).
- What We Provide: Real-time monitoring data during production (e.g., weld angles within ±0.3°, size tolerances within 0.1mm) and batch quality reports.
Highlight: Using automated laser cutting and online monitoring tools, we ensure that every product meets design specifications.
4. Delivery and After-Sales: How Do We Continue to Support You?
- What You Provide: Feedback on product performance (e.g., deformation, durability, or dimensional stability).
- What We Provide: Cause analysis, process improvement suggestions (e.g., adjusting welding heat input or optimizing cutting paths), and technical solutions for future orders.
Example: A customer reported slight deformation in high-temperature use. We suggested increasing cutting allowances and optimizing welding fixtures in the next batch to resolve the issue.
Clear Workflow at a Glance
| Stage | What You Provide | What We Deliver |
|---|---|---|
| Order Inquiry | Drawings, tolerances, welding, or material requirements | Process suggestions, optimized plans |
| Sample Testing | Key parameters (e.g., size, angle, flatness) | Test data, identified issues, and optimization ideas |
| Mass Production | Batch consistency and special quality requirements | Real-time quality data (size, weld strength, etc.) |
| Delivery & Support | Performance feedback (e.g., deformation, durability) | Cause analysis, process improvements, and long-term support |
Why Choose Us?
With a clear and transparent process and detailed feedback at every stage, we ensure your order progresses seamlessly from design to delivery. Whether you have special requirements for titanium anode cutting and welding, we’re here to provide efficient and reliable solutions. Contact us today!
This simplified English version maintains clarity and highlights key points to resonate with your customers. Let me know if further adjustments are needed!
When it comes to titanium anode production, long-term success depends on more than just delivering high-quality products. It’s about providing continuous support, technical innovation, and reliable service that evolves with your needs. Here’s how we build trust and add value over time:
1. Continuous Technical Upgrades
We believe that the key to improving titanium anode production lies in embracing cutting-edge technologies. For instance, while simulation modeling has traditionally been too costly for titanium anodes, advancements in AI and computational tools are making this approach more affordable. By simulating production processes—including cutting and welding steps—we can predict potential issues and optimize parameters before production even begins. This proactive approach helps reduce errors, save costs, and ensure the highest quality outcomes.
Future Vision: As simulation technology becomes more cost-effective, it will play a pivotal role in minimizing risks during production. We’re actively exploring how these tools can provide our clients with the most cost-efficient solutions to potential challenges in cutting and welding.
2. Continuous Optimization Services
We don’t stop at delivering your products; we continually look for ways to improve your production outcomes. Our team regularly reviews feedback from your orders to identify areas for improvement. For example:
Adjusting welding sequences to enhance angle stability during sintering.
Fine-tuning cutting allowances to account for material behavior in high-temperature applications.
Recommending tailored jig designs to improve assembly precision.
These incremental improvements ensure your products perform better over time while helping you reduce costs.
3. Fast and Reliable Response
In the fast-paced world of manufacturing, responsiveness matters. Whether it’s troubleshooting an issue or implementing last-minute design changes, we pride ourselves on our ability to adapt quickly:
Technical Support: Our engineers are available for remote consultations, video conferences, or onsite visits when needed.
Rapid Feedback: When challenges arise during cutting or welding, we provide actionable solutions within hours, minimizing disruptions to your production timeline.
Flexible Adjustments: If production requirements change, we can quickly adapt cutting paths or welding parameters to meet updated specifications.
4. Building Trust for the Future
Our commitment to long-term collaboration means we invest in your success. By integrating advanced tools like AI-driven simulations and refining our processes with your feedback, we’re not just solving today’s challenges—we’re preparing for tomorrow’s demands.
Visionary Solutions: As simulation costs decrease, we’re positioned to bring these innovations into mainstream titanium anode production, offering unprecedented accuracy and efficiency.
Proactive Problem-Solving: Our ability to anticipate and mitigate issues through simulation, technical expertise, and rapid response creates a seamless experience for our clients.
By choosing us, you gain a partner dedicated to providing continuous improvement and forward-thinking solutions for titanium anode production. Let’s work together to make every step—from cutting to welding—efficient, reliable, and future-ready.
